Пищевая промышленность потребляет значительное количество энергии, которая затрачивается на непосредственное проведение технологических операций, а также на транспортирование и другие вспомогательные операции. Расход электрической энергии определяется количеством киловатт-часов на единицу (масса, объем, штуки) продукции, тепловой - соответственно количеством топлива или теплоты. Электрическая энергия используется главным образом в приводных устройствах машин и аппаратов, транспортирующих устройств, а иногда для превращения в тепловую, тепловая энергия составляет основу техно-логических операций нагрева, стерилизации, пастеризации, плавления, сушки, выпаривания, ректификации.
Тепловая энергия чаще всего используется в виде пара либо горячей воды. Энергоемкие пищевые предприятия (например, сахарные заводы), как правило, имеют свои котельные и даже электростанции. Поэтому расход энергии у них определяется одним показателем (расходом топлива). Средние расходы электроэнергии и пара на производство некоторых пищевых продуктов приведены в табл. 6.1.
Таблица 6.1. - Расход электроэнергии и пара на производство некоторых пищевых продуктов
Продукт
Измеритель
Расход электроэнергии, кВт·ч
Расход пара,
т
Сахар
1 т
300-500
-
Мука
1 т
48-50
-
Хлеб
1 т
2-12
-
Молоко
1 т
5-15
0,15-0,20
Молоко сгущённое
1 т
125
4,8
Молоко сухое
1 т
310
18-20
Консервы
1 тыс.усл.банок
7-34
160-1090
Мясо
1 т
50-80
20-35
Эффективность использования энергий в технологическом процессе устанавливают, составляя энергетический баланс, основой которого служит закон, сохранения массы и энергии. Степень использования теплоты выражают тепловым КПД, под которым понимают отношение количества теплоты, использованной на проведение технологической операции, к общему количеству затраченной теплоты:
(6.14)
Если при проведении процесса энергия подводится и отводится в разных формах, то в общем балансе ее учитывают с помощью соответствующих эквивалентов теплоты. Количество энергии, подведенной к системе и полученной в результате превращений (приход теплоты), должно, быть равно ее количеству, которое расходуется на отдельных этапах процесса, преобразуется в другие виды энергии и отводится из системы материальными потоками, а также переходит в окружающую среду (потери теплоты).
Для составления теплового баланса необходимо иметь количественные значения удельных теплоемкостей участвующих в процессе веществ, тепловых эффектов химических реакций и фазовых превращений. На основании этих данных, а также химического состава и количеств взаимодействующих веществ в отдельных потоках можно рассчитать статьи прихода и расхода баланса отдельных этапов процесса и в конечном счете всего технологического процесса.
Тепловые потери определяются по известным формулам. Однако поскольку эти потери зависят от условий проведения процесса (характеристики потоков, материалов, толщины стенок, изоляции), то в предварительном балансе учитывают ориентировочные их значения; установленные в результате изу-чения аналогичных, реализованных ранее, процессов. Подобные ориентировочные значения принимаются для учета расходов электроэнергии (например, на измельчение, сортирование, перемешивание, транспорт и т. д.).
Экономии энергии можно добиться использованием современных видов оборудования, применением менее энергоемких технологических операций, многократным использованием теплоты, уменьшением ее потерь в окружающую среду, доведением технологических операции только до необходимой степени завершенности и пр. Например, в процессе измельчения твердых тел выходной измельченный продукт должен содержать фракции только заданного размера (быть «непереизмельченным») в процессе сушки – быть «непересушенным» и т. д. «Переизмельчение» и «пересушка» связаны с излишними затратами энергии и к тому же могут привести к получению некондиционного продукта.
Одним из способов экономии энергии является извлечение из потока исходного продукта перед направлением его на дальнейшую переработку частиц требуемого конечного качества (размеров, влажности), т. е. выделение какого-либо целевого компонента на промежуточных стадиях.
5.Принцип наилучшего использования оборудования
Сущность этого принципа состоит в получении максимального выхода продукции с единицы объема либо поверхности аппарата (машины), с единицы длины либо площади рабочих органов, т. е. он направлен на наилучшее использование рабочего пространства. Используя этот принцип, можно снизить затраты на производство продукта, поскольку величина амортизационных отчислений (постоянная часть затрат) не меняется, а количество продукта (их переменная часть) увеличивается.
Один из способов реализации принципа наилучшего использования оборудования - возврат (рециркуляция) потоков с целью стабилизации режимов, регенерации теплоты либо повторного ее использования. Особенно выгодно применять этот способ при технологических операциях, включающих химические превращения. Из смеси, отводимой из реактора, выделяют целевые продукты, а исходные вещества возвращают в реактор. Таким образом обеспечивается увеличение движущей силы процесса и увеличивается выход продукта в расчете на единицу объема аппарата. В промышленности этот способ обычно применяется, когда положение равновесия не имеет большого значения и продукт можно легко выделить из реакционной смеси.
Другой способ наилучшего использования оборудования - согласование единичных операций и технологических потоков.
В технологической линии, состоящей из периодически работающих аппаратов, расходы основного продукта, и рабочих тел непостоянны и меня-ются от минимальных до максимальных значений. Такие перепады затрудняют работу силовых установок, котельного отделения и в конечном итоге всего предприятия. Поэтому в периодическом процессе продолжительность отдельных операций и производительность аппаратов должны быть такими, чтобы не возникали (либо были возможно меньшими) простои. Для этого в каждом аппарате в единицу времени должно перерабатываться одинаковое количество материалов. Если продолжительность сложных операций различна, то необходимо предусмотреть промежуточные емкости (межоперационные сборники).
Для увеличения равномерности потоков один периодически работающий аппарат можно заменить некоторым числом меньших аппаратов. Их количество должно быть равным числу операций, из которых состоит процесс, При этом вначале устанавливают продолжительность самой короткой операции, а для остальных выбирают такое же время либо кратное ему. Цикл работы каж-дого аппарата батареи смещен относительно циклов соседних, аппаратов на период, равный продолжительности самой короткой операции.
Надлежащая согласованность работы периодически работающих установок может быть обеспечена программным автоматическим управлением.
Согласованность работы оборудования при непрерывных процессах основана на правильном выборе производительности аппаратов. Пиковые ситуации в системах непрерывного действия не возникают, поскольку здесь аппараты работают с постоянной нагрузкой. Межоперационные сборники в этом случае применяются как аварийные емкости для реагентов. Величина промежуточной емкости определяется из условий необходимого накопления продуктов за период прекращения подачи продукта:
μ – коэффициент, показывающий степень уменьшения расхода (при μ = 1 подача продукта полностью прекращается, при 0<μ<1 прекращается Частично, при μ=0 расход продукта соответствует номинальному). Чтобы было возможным использование накопленного в емкости продукта, производительность последующих элементов технологической линии должна превышать нормативную за промежуток времени ∆τ на величину ∆G, которую определяют из соотношения
,
тогда
. (6.16)
Принцип наилучшего использования оборудования определяет основные требования к машинам и аппаратам:
максимальная либо заданная производительность и высокая интенсивность работы;
наибольший выход продукта и разделяющая способность процесса (извлечение ценного либо удаление вредного компонента);
минимальные энергетические затраты на измельчение, перемешивание и транспортировку материалов и наилучшее использование выделяемой в аппарате и подводимой в него энергии;
устойчивость режима, легкая управляемость и безопасность при обслуживании;
низкая стоимость самого аппарата и ремонта, ремонтопригодность и надежность в работе.
При разработке систем автоматического управления к машинам и аппаратам дополнительно предъявляются требования, связанные с возмож-ностями получения информации об их функционировании путем установки Измерительных приборов и устройств, а также с возможностями установки исполнительных органов.
Перечисленные требования взаимосвязаны и в значительной степени противоречивы, вследствие чего редко удается реализовать всех их с достаточной степенью полноты. Поэтому на практике обычно принимают наиболее приемлемое с точки зрения реализации решение, обеспечивающее поддержание основных параметров процесса на уровне заданных или расчетных значений, а также минимальную себестоимость и надлежащее качество готового продукта.
6.Принцип оптимального варианта
Этот принцип предусматривает наилучшее сочетание последовательности технологических операций, их физико-химических и биохимических закономерностей, технологических режимов, конструктивных параметров машин и аппаратов, основных законов управления и экономики в соответствии с конкретными условиями предприятия, направленное на повышение качества пищевого продукта и снижение затрат на его производство.
В условиях общественного производства при проектировании промышленных предприятий этот принцип является основополагающим. Конкретно он выражается в выборе такой последовательности технологических опера-ций, режимов, типов машин и аппаратов, порядка размещения машин и аппара-тов, соединительных трубопроводов и других коммуникаций, средств механизации и автоматизации, которая обеспечивала бы достижение заданных техно-логических целей при минимальных затратах. На практике такие задачи решают эмпирически, путем перебора вариантов, и аналитически, с использованием методов математического программирования и вычислительных машин.
Понятие оптимального размещения оборудования включает:
обеспечение наименьшей протяженности коммуникаций;
использование естественных напоров для транспортирования сыпучих продуктов и жидкостей;
обеспечение налучших условий перемещения продукта;
централизованное размещение аппаратов, предназначенных для выполнения однотипных процессов (операций) ;
соблюдение заданной очередности выполнения технологических операций и правил техники безопасности.
Отступление от этих принципов допустимо в том случае, если их соблюдение вступает в противоречие с требованиями охраны труда, охраны окру-жающей среды и т. п.
На современном этапе развития производства принцип оптимального варианта обязательно предполагает решение вопросов комплексной механизации и автоматизации. В пищевой промышленности наряду с механизацией и автоматизацией операций, выполняемых вручную, важной задачей является повышение производительности расфасовочных, упаковочных и других машин, аппаратов и линий.
Рост единичных мощностей машин и агрегатов - одно из основных нап-равлений научно-технического прогресса, определяющих перспективы развития народного хозяйства. На важность этого положения неоднократно указывалось в решениях директивных органов. Производительность (скорость процессов) ма-шин и линий во всех отраслях пищевой промышленности непрерывно возрастает. Например, в маслобойно-жировой промышленности производительность экстракционных линий повысилась с 400 т семян, перерабатываемых в сутки, до 1000÷1500 т. На консервных заводах суточная производительность линий по производству томатной пасты возросла со 150 т сырья до 300 т. Введены в действие линии производительностью 500, 720 т и даже 1000 т в сутки.
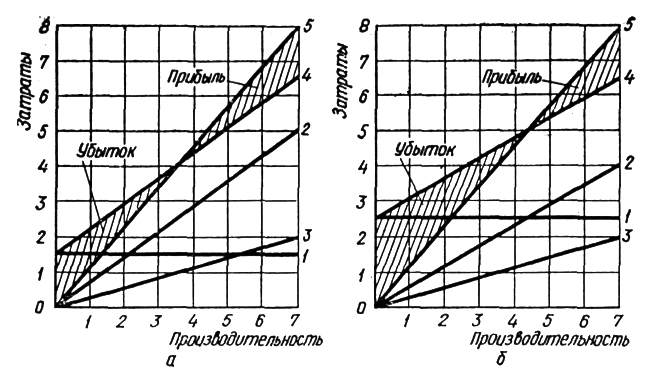
При определении целесообразности проведения процесса периодически или непрерывно обычно сравнивают экономические показатели обоих методов, в частности себестоимость получаемой продукции в зависимости от производительности аппарата. Графики, отражающие зависимость себестоимости продукции от постоянных и переменных расходов и стоимости сырья, показаны на рис. 6.1.
Постоянные расходы (амортизационные и эксплуатационные, зарплата и т. п.), представленные прямой 1, от производительности не зависят. Для непрерывных процессов они несколько выше, чем для периодических. Переменные расходы (электроэнергия, пар, вода) пропорциональны производительности (прямая 2). Для периодических процессов, где характерны частые пуски и остановки, периоды нагрева, охлаждения и т. п., они выше. Затраты на сырье (прямая 3) пропорциональны производительности и одинаковы для обоих процессов. Общие затраты на производство продукта (прямая 4) представляют собой сумму постоянных и переменных затрат и себестоимости сырья. Отпускная цена продукта (прямая 5) одинакова для периодического и непрерывного процессов.
Рис. 6.1. Зависимость затрат от производительности аппарата: а ‒ при периодическом процессе, б ‒ при непрерывном процессе.
Разность между ценой продукта и общей стоимостью производства составляет прибыль (убыток) от работы предприятия. Из графиков, приведенных на рис. 6.1, следует, что производительность, при которой процесс становится убыточным, для агрегата периодического действия меньше, чем для агрегата непрерывного действия. Таким образом, при небольшой производительности может оказаться экономически выгодным использованием установки перио-дического действия.
Принцип оптимизации технологических процессов предполагает использование системы методов и средств, обеспечивающих сокращение затрат на производство продукции новейших достижений науки и техники, наилучших технологических режимов, прогрессивного оборудования, комплексной меха-низации и автоматизации.
Так, в мясной промышленности большой экономический эффект дает разработанный советскими специалистами способ однофазного замораживания полутуш при низких температурах (–30°С) вместо предварительного охлаждения и последующего замораживания. При этом длительность процесса холо-дильной обработки сокращается вдвое, вдвое увеличивается производи-тельность труда, на 40% уменьшается производственная площадь, снижа-ется естественная убыль мяса, повышается его стойкость при хранении.
В производстве растительного масла перспективным является внедрение прямой экстракции масла из подсолнечных, хлопковых и других семян без предварительного извлечения части масла прессованием. И хотя нагрузка на экстракционные установки при таком способе увеличивается, устраняется громоздкое прессовое хозяйство, которое занимает большие площади и связано со значи-тельными затратами труда, общие удельные капитальные вложения в производ-ственные расходы уменьшаются, а качество масла улучшается.
Сокращение длительности производственного цикла может быть обеспечено применением быстродействующих высокопроизводительных машин. С этой целью существующие автоматизированные обжарочные печи производительностью 2 т готового продукта в час заменяют аналогичными печами производительностью 5 т/ч, что сокращает удельные затраты почти на треть.
В пивоварении, виноделии, сыроделии процессы естественной доводки продуктов до нужного качества длятся очень долго. Кроме того, для выдер-живания продуктов требуются специальные резервуары или склады, на сооружение которых затрачивается большая часть капитальных вложений, расходуемых на все предприятие. В хлебопекарной и мясной отраслях длительность выдержки (брожение, созревание) измеряется часами, однако ввиду огромного объема перерабатываемого сырья затраты на сооружение соответствующих устройств и помещений здесь тоже очень велики.
Успехи молекулярной биологии позволили раскрыть механизм явлений, происходящих в пищевых продуктах при их выдержке, и применить физические и химические методы для ускорения этих процессов без ухудшения, а часто и с улучшением качества готового продукта. Это обеспечивает существенное сокращение удельных капитальных затрат и улучшение других экономических показателей. Например, обычная длительность производства Жигулевского пива составляет 28 сут, а других сортов – 40÷50 сут. За последние годы разработано много вариантов непрерывных процессов приготовления сусла, главного брожения и ускоренного дображивания, обеспечивающих сокращение общей длительности приготовления пива в 2÷3 раза. В частности, на Одесском пивоваренном заводе № 2 эксплуатируется линия непрерывного брожения Жигулевского пива с общей продолжительностью процесса 11 сут. Температура брожения изменяется автоматически по заданной программе с 14 до 2°С. Это позволило значительно увеличить коэффициент использования полезной площади, причем улучшилось также качество пива.
Одновременно принимаются меры к сокращению длительности ращения солода. Метод передвижной грядки, например, увеличивает производительность солодовни в 1,5 раза, а применение гиббериллиновой кислоты сокращает срок солодоращения на 25%.
Уменьшению обшей длительности процесса производства пива способствует применение несоложенных материалов – ячменя, кукурузы и другого зерна, что частично устраняет длительную стадию приготовления солода. Это достигается внесением в пивное сусло специально подобранных ферментов. Ныне в пивоварении используют до 50% несоложенных материалов. Разрабатываются новые способы, которые позволят увеличить долю несоложенных материалов до 80÷90% и даже целиком отказаться от солода.
Применение ферментов, органических кислот, сухой молочной сыворотки и других стимулирующих добавок в сочетании с интенсивной механи-ческой обработкой в мощных тестомесильных машинах позволяет сократить длительность приготовления теста до 2÷3 ч. Исследования показывают, что применение физических и химических разрыхлителей теста, насыщение тестовых заготовок воздухом или углекислым газом позволяют сократить длительность приготовления хлеба до 40÷60 минут. Уменьшение времени естественных процессов сочетается с техническими и организационными мероприятиями, направленными на сокращение рабочего периода, ускорение операций по обработке сырья и выработке продукции.
В хлебопечении ускоренные методы приготовления теста сочетают с интенсивными методами выпечки, одним из которых является применение токов высокой и сверхвысокой частоты, сокращающее длительность выпечки по сравнению с обычными способами в несколько раз.
Оригинальный способ ускорения сушки макарон разработан в Московском технологическом институте пищевой промышленности. Здесь создан непрерывно действующий сушильный аппарат, в котором благодаря предва-рительным гигротермической обработке и кондиционированию длитель-ность сушки сокращается более чем в два раза. Длина сушилки также вдвое меньше по сравнению с аппаратами существующих конструкций.
Значительно сокращается сушка овощей, картофеля и фруктов в кипящем (псевдоожиженном) или виброкипящем слое. Кроме того, по срав-нению с сушкой в обычных паровых конвейерных сушилках съем, с единицы площади сушильной установки в этом случае увеличивается в 10÷15 раз. Этот способ внедряется и в сахарной промышленности для сушки сахара-песка.
В консервной промышленности ускорение стерилизации достигается применением автоматических непрерывно действующих стерилизаторов. Продолжительность самого прогрева в них не изменяется, т. е. остается такой же, как и в автоклавах периодического действия, но загрузка и раз-грузка происходят без потерь времени. Весьма экономичен способ асептического консервирования, при котором после кратковременного прогрева и выдержки в теплообменнике тонкий слой продукта упаковывается в стерилизованную герметичную тару.
Контрольные вопросы.
Как классифицируют процессы и аппараты пищевых производств?
Как классифицируют единичные процессы и технологические операции?
Какие типы технологических потоков (связей) существуют в пищевой промышленности и какова их роль в интенсификации процессов?
В чём заключается сущность принципа наилучшего использования сырья?
В чём заключается сущность принципа сокращения времени процесса?
В чём заключается сущность принципа наилучшего использования энергии?
В чём заключается сущность принципа наилучшего использования оборудования?
В чём заключается сущность принципа оптимального варианта?
 (6.14)
(6.14) ,
, (6.15)
(6.15) ,
, . (6.16)
. (6.16)