3.1. Функционирование технологического потока как системы
Для технологических систем характерен обмен информацией между компонентами системы, а также между системой в целом и окружающей ее средой. Не исследовав информационные процессы, невозможно получить достоверное знание о качестве функционирования системы, невозможно эффективно ею управлять.
Функция технологического потока представляет интегративную совокупность функций отдельных операций, образующих технологическую систему. Функции условно разделяют на основные и дополнительные. Основные функции соответствуют основному функциональному назначению системы и представляют собой совокупность макрофункций, реализуемых системой. Эти функции обусловливают существование систем определенного класса. Дополнительные функции расширяют функциональные возможности системы, сферу ее применения и способствуют улучшению показателей качества. Они рассматриваются как сервисные, повышающие эффективность и уровень эксплуатации системы. Деление на основные и дополнительные функции является условным.
Функции компонентов системы согласованы между собой во времени и в пространстве. Это выражается в том, что одни компоненты функционируют параллельно и одновременно, другие – последовательно, с некоторым интервалом времени. Каждый компонент работает на систему, и в этом смысле его функция целесообразна. Вместе с тем возможна относительная автономность компонентов по отношению к системе.
Взаимосвязь, функции и структуры технологического потока. Внешняя среда оказывает большое влияние на функционирование целостной технологической системы, поэтому следует учитывать зависимость ее свойств как от внутренних факторов (состава и структуры), так и от процессов, происходящих в окружающем ее пространстве.
Изменение внешних условий влечет за собой изменение функций системы. В хорошо организованных технологических системах при колебаниях внешних условий функция и структура не изменяются.
Управление функционированием технологического потока. Взаимодействие с неустойчивыми факторами среды всегда приводит к дезорганизации технологической системы. Поэтому важнейшую системообразующую роль играет управление, основанное на информационном взаимодействии элементов системы. Управление позволяет стабилизировать систему, поддерживать ее динамическое равновесие с внешней средой и обеспечивать достижение цели функционирования.
Технологическая система состоит из управляемой и управляющей подсистем. Управляемую часть системы составляют процессы в машинах и аппаратах, а управляющую – процессы, в основе которых лежат действия обслуживающего персонала.
3.2. Эффективность, точность, устойчивость, управляемость и надежность технологического потока
Научный и практический интерес представляют показатели эффективности технологического потока, такие как точность, устойчивость, надежность, и методы управляющих воздействий на технологический поток. Эффективность технологического потока определяется наиболее качественным, интенсивным и экономичным превращением сырья в готовую продукцию. Количественную меру, характеризующую степень соответствия результатов функционирования системы целям, стоящим перед ней, называют показателем эффективности функционирования системы. Он должен объективно характеризовать систему, иметь прямую связь с целевым назначением системы, быть чувствительным к изменению основных параметров системы, быть достаточно простым, достаточно полно характеризовать качество работы системы, отражать все основные особенности и свойства системы, условия ее функционирования и взаимодействия с внешней средой. Показатель эффективности должен учитывать объем производства, качество продукции (поскольку с ними связаны цены), эксплуатационные и капитальные затраты.
Рассматривая проблему качества, следует подчеркнуть, что существуют не качества и не свойства, а только вещи, имеющие определенные свойства и качества. Общим для качества и свойства является то, что они характеризуют материальные вещи, существование которых не зависит от того, насколько познаны те или иные их свойства и качества. Качество и свойство принадлежат вещи, но свойство выражает какую-то одну ее сторону. Следовательно, свойство определяет какую-то сторону и качества, которое является обобщенной характеристикой вещи.
Качество не имеет прямых показателей, определив которые можно утверждать, что измерено качество. Существуют только косвенные показатели, характеризующие свойства. Определение качества заключается в диагностике его, т. е. в измерении косвенных показателей, наиболее полно характеризующих качество исследуемого объекта.
В зависимости от цели, для которой производится оценка качества, могут использоваться характеристики тех или иных свойств данного продукта. Правильный выбор свойств объекта, необходимых и достаточных для оценки его качества, существенно влияет на достоверность объективной информации о качестве объекта.
Отдельное свойство качества характеризуется абсолютным размером и составляет единичный показатель качества продукции. Количественную характеристику одного или нескольких свойств, входящих в состав качества продукции, называют относительным показателем качества.
Измерение и оценка уровня качества продукции по отдельным единичным показателям представляют собой дифференцированный метод. Используя его, можно обеспечивать заданный уровень качества путем включения в стандарты или технические условия определенной номенклатуры показателей, сравнивать качество однотипных изделий между собой и с эталонными или лучшими мировыми образцами, планировать повышение тех или иных показателей качества и т. д.
Однако этот метод дает возможность количественно оценивать только характеристики или показатели отдельных свойств, но не само качество. Поэтому возникает необходимость измерения качества продукции единым комплексным показателем, однозначно отражающим всю совокупность ее свойств. Это обеспечивается комплексным методом оценки качества. При комплексном методе оценки качества учитывают и соответствующий коэффициент весомости этого показателя, так как отдельные свойства неравнозначны по своей важности. Предложено три метода определения коэффициентов весомости: экспертный, стоимостный и статистический.
Экспертный метод представляет собой совокупность методов, основанных на усредненном учете мнения специалистов. Сущность стоимостного метода заключается в определении функциональной зависимости между коэффициентом весомости и денежными (или трудовыми) затратами, необходимыми для обеспечения существования данного свойства. В соответствии со ста-тистическим методом коэффициент весомости принимается как некоторая функция от вероятности достижения каждым единичным показателем качества продукции. Комплексный метод представляет собой метод оценки уровня качества продукции с применением обобщенного показателя ее качества. Для получения обобщенного показателя качества рассчитывают взвешенные среднеарифметическое и среднегеометрическое значения по всей совокупности относительных показателей.
Качество пищевых продуктов оценивается сложным комплексом свойств, включающих как органолептические свойства, так и свойства, определяемые на основе объективных методов измерения. Органолептические свойства пищевых продуктов (вкус, запах, сочность, консистенция, зрелость, цвет и т. д.) оцениваются экспертным методом. При оценке качества пищевых продуктов объективные методы являются лишь полезным дополнением к органолептической оценке.
В настоящее время качество становится «объектом управления», т. е. речь идет о создании системы оптимизации качества, его планировании, управлении и регулировании непосредственно в процессе производства данной продукции.
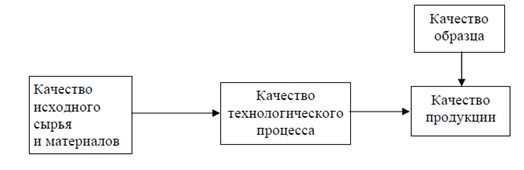
На рис. 5.10 представлена схема, которая отражает процесс формирования качества продукции.
Свойства, характеризующие качество пищевой продукции, могут быть объединены в следующие группы:
а – свойства функционального назначения (пищевая ценность): калорийность, белковый состав, содержание углеводов, жиров и неорганических веществ;
b – свойства, характеризующие надежность: микробиологическая обсемененность, стойкость при хранении, прочностные свойства;
с – свойства эстетического содержания: интенсивность окраски и блеска в отраженном свете, правильность формы, четкость рисунка, соответствие внешнего оформления и размеров современным требованиям;
d – специфические свойства: консистенция, вкус, аромат.
Рис. 5.10. Схема процесса формирования качества продукции.
Показатель эффективности технологического потока. Режим функционирования технологической системы оказывает влияние на уровень свойств групп b, с, d и не должен влиять на свойства группы а, так как они целиком зависят от качества сырья при данной рецептуре.
Из групп b, с, d наибольшую нестабильность имеют свойства, которые формируются в процессе образования отдельных предметов и доз. К таким свойствам следует отнести правильность формы, четкость рисунка, состояние поверхности, соотношение оболочки и начинки, геометрические размеры, прочность, массу предмета и дозы.
В связи с тем, что технологический поток, как и другие системы, функционирует в условиях действия случайных факторов, величины всех единичных показателей качества продукции являются случайными. Следовательно, показателем эффективности функционирования такой технологической системы должна стать комплексная оценка вероятностных характеристик этих величин.
Погрешности технологического потока. В показателях качества изделий наблюдается рассеяние значений контролируемых величин – устранимое и неизбежное. Устранимое рассеяние значений показателей качества – это систематическая погрешность производства, возникающая из-за использования нестандартных сырья и материалов, нарушения технологического режима при выполнении операций или осуществления их по недоработанной документации, из-за возникшей неисправности оборудования. Неизбежное рассеяние значений показателей качества – это случайные погрешности производства, возникающие из-за колебания качества и количества сырья и материалов (в пределах допустимых отклонений), изменений в условиях производства.
Как правило, отклонение величин показателей качества продукции от стандарта является результатом наложения всех перечисленных выше погрешностей.
Точность функционирования технологического потока представляет собой степень соответствия поля рассеяния значений показателя качества продукции заданному полю допуска и его расположению. Точность характеризуют рядом количественных оценок.
Обобщенной оценкой точности производственного процесса является вероятность Р выхода годных изделий, показатели качества которых находятся в пределах установленного поля допуска. Эта оценка носит название «процент выхода годных изделий» и является функцией систематической и случайной составляющих производственной погрешности.
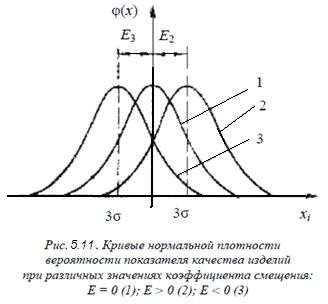
Для оценки точности функционирования технологического потока с точки зрения действия систематических производственных погрешностей используется коэффициент смещения.
На рис. 5.11 приведены распределения погрешностей показателя качества продукции, подчиняющихся нормальному закону при одинаковой случайной погрешности, но при разных значениях коэффициента смещения Е. Чем ближе к нулю значение коэффициента смещения Е, тем меньше влияние систематических погрешностей, т. е. тем выше точность функционирования технологического потока.
Устойчивость технологического потока. При оценке устойчивости используются выборки. Эти выборки дают так называемые мгновенные распределения производственных погрешностей ϕt(x) значений х – случайной величины за достаточно малый промежуток времени Δt. В течение этого времени воздействие всех возмущающих факторов остается без изменений.
Об устойчивости функционирования технологического потока судят по точностной диаграмме, которая, в свою очередь, позволяет судить об устойчивости технологического процесса по интенсивности изменения центров группирования [функция a(t)], средних квадратичных значений [функция b(t)] и полей рассеяния [функция c(t)] мгновенных распределений погрешностей показателей качества.
Управляемость технологического потока. Цель управления технологическим потоком заключается в необходимости обеспечения функционирования системы процессов, при котором ее выход, определяемый качеством продукции, находится в соответствующих пределах. Чаще говорят об управлении качеством продукции, а не об управлении системой, хотя управление качеством продукции осуществляется путем воздействия на технологическую систему.
Различают социальные и другие мероприятия по повышению качества продукции, в том числе статистические.
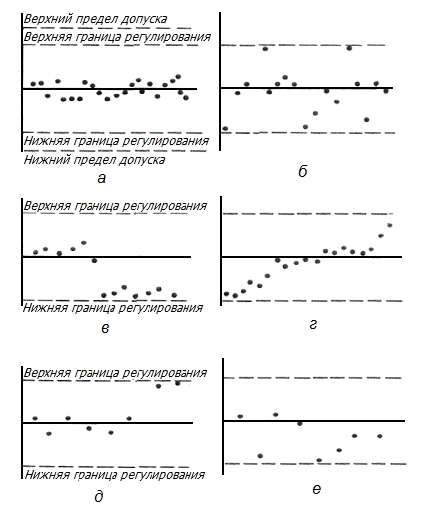
Управление технологическим потоком основано на анализе точности и устойчивости процессов путем применения контрольных карт качества (рис. 5.12), которые используются для эффективного управления производством продукции и прогнозирования брака. Управление технологической системой заключается в интерпретации карт для обнаружения отклонений от нормальных эксплуатационных характеристик машин и аппаратов.
Рис. 5.12. Типичные контрольные карты качества функционирования технологической системы:
а – выпуск изделий в границах регулирования с большим запасом точности процесса; б – выпуск изделий в границах регулирования; в – внезапное изменение уровня качества изделий; г – постепенное изменение уровня качества изделий; д – две отметки показателя качества изделий вблизи верхней границы регулирования; е – ряд последовательных точек показателя качества изделий выше или ниже среднего значения.
Анализ контрольной карты показывает, что она графически отражает изменение показателей качества продукции. Карта снабжена шкалой, на которой определены границы регулирования, предусматривающие применение статистических оценок и разделяющие зоны неизбежного и устранимого рассеяния измеряемых показателей.
Контрольные карты применяются также для анализа качества технологического потока – тогда они служат одним из эффективных методов совершенствования технологической системы.
Контрольные карты для оперативного управления потоком. Контрольная карта предназначается для статистического регулирования только одного наиболее ответственного показателя качества продукции.
Контрольные карты для стратегического управления потоком. Вырабатываемая технологическим потоком информация может использоваться не только как инструмент оперативного управления, но и при принятии стратегических решений. Второе направление применения контрольных карт связано с так называемыми картами кумулятивных сумм (кусумм). В этих картах информация накапливается, что делает метод кумулятивных сумм чрезвычайно чувствительным к изменениям показателей технологического потока.
Технологическая надежность потока – это отказы, связанные с потерей свойств процессов в потоке. Данный показатель зависит от качества сырья, требований к продукции, условий эксплуатации оборудования линии, навыков обслуживающего персонала и других факторов. Таким образом, надежность технологического потока определяется его безотказностью, характеризующейся вероятностью безотказной работы и другими показателями.
Методы повышения надежности технологического потока. Существуют следующие группы методов повышения надежности технологической системы:
резервирование объектов (структурное и временное);
уменьшение значения параметра потока отказов.
В первой группе методов следует различать структурное и временное резервирование.
Структурное резервирование ведет к созданию системы, технологическая надежность которой выше, чем надежность составляющих ее элементов. В пищевой технологии структурное резервирование применяется на уровне операторов, составляющих подсистемы.
Временное резервирование реализуется двумя способами. Первый способ предполагает разработку объектов на большее значение производительности, чем требуется по расчету. Следовательно, элемент системы выполняет свою функцию за более короткий промежуток времени, чем это соответствует технологической инструкции. Второй способ предполагает установку на выходах подсистем резервуаров или бункеров для накопления промежуточных продуктов. Это позволяет нормально функционировать последующим подсистемам, даже если подсистемы до бункера-накопителя по той или иной причине отказали. В этом случае питание последующей части системы будет осуществ-ляться из резервуара или бункера.
Возможно также комбинированное структурно-временное резервирование. При использовании структурного резерва значительно сокращается резерв времени, следовательно, и емкость промежуточных резервуаров. Вместе с тем наличие сравнительно небольшого временного резерва, обеспечиваемого бункером-накопителем, позволяет уменьшить кратность резервирования элементов системы. Под кратностью резервирования понимают отношение числа резервных элементов к числу основных (резервируемых) объектов.
Во второй группе методов повышения надежности можно выделить такой метод, как упрощение технологической системы. Упрощая систему, можно существенно повысить ее надежность, причем эффект тем больше, чем ниже надежность элементов и чем сложнее первоначальная система.
Следующий метод повышения надежности системы представляет собой выбор оптимальных параметров функционирования системы. Этого можно достичь, уменьшив вредное влияние окружающей среды, создав соответствующие гидродинамические и аэродинамические потоки обрабатываемой массы путем оптимизации значений ее температуры, влажности, давления, расхода и т. п. К этому методу можно отнести и концентрацию ряда технологических операций в одном аппарате, машине или агрегате с тем, чтобы устранить воздействие внешней среды на обрабатываемый продукт при передаче его от одной операции к другой.
Отказы элементов сложной технологической системы неравнозначны, поэтому для каждого элемента и каждой подсистемы должно быть установлено определенное значение показателя надежности. Проектировать технологические системы с ограниченным последействием отказов необходимо таким образом, чтобы отказ элементов не приводил к потере работоспособности системы.
Особое место среди методов, повышающих надежность функционирования технологических систем, занимает авторский надзор инженеров-технологов и конструкторов за качеством реализации технологических и проектных решений и за неукоснительным выполнением требований нормативной документации при монтаже и эксплуатации линий.
Контрольные вопросы.
Почему функционирование технологического потока носит вероятностный характер?
Почему управление является важнейшим системообразующим фактором технологического потока?
Почему эффективность технологического потока есть вероятностная мера соответствия текущих характеристик качества продукции стандартным значениям?
Какой смысл вкладывается в понятия точности и устойчивости технологического потока?
В чем заключается физический смысл коэффициентов смещения и точности?
Каковы принципы статистического управления технологическим потоком?
В чем состоит принципиальное отличие традиционных контрольных карт от карт кумулятивных сумм?
Почему при оценке надежности объекта целесообразно формирование простейшего потока отказов?
Каков порядок обработки экспериментально полученной информации о надежности объекта?