Тема: Технологический поток как система процессов пищевой промышленности.
План лекции
1. Организация технологического потока как системы процессов.
1.1. Системность технологического потока.
1.2. Операция как составная часть потока.
1.3. Эволюция технологического потока.
2. Строение технологического потока.
2.1. Строение технологического потока как системы процессов.
2.2. Системы технологических процессов.
2.3. Системный анализ и моделирование технологического потока.
3. Функционирование технологического потока.
3.1. Функционирование технологического потока как системы.
3.2. Эффективность, точность, устойчивость, управляемость и надежность технологического потока.
4. Развитие технологического потока.
4.1. Развитие технологического потока как системы процессов.
4.2. Целостность, стохастичность, чувствительность и противоречия.
Литература.
1. Богданов В.Д., Дацун В.М., Ефимова М.В. Общие принципы переработки сырья и введение в технологии производства продуктов питания: Учебное пособие. – Петропавловск-Камчатский: КамчатГТУ, 2007. – 213 с.,(6÷32).
1. Организация технологического потока как системы процессов.
1.1. Системность технологического потока
Чем сложнее структура созданного технологического потока, чем больше в нем операций и связей, тем больше требуется усилий для организации его нормального функционирования.
Методологический цикл создания высокоэффективной технологической линии должен быть следующим:
технологический поток → система процессов → система машин.
Системы в зависимости от рода связи между состоянием элементов бывают детерминированными и стохастическими. Большое значение имеет терминология системного подхода. Рассмотрим основные термины.
Система – упорядоченное множество разнородных элементов, взаимосвязанных и образующих некоторое целостное единство, свойства которого больше суммы свойств составляющих его элементов.
Элементы – объекты, которые в совокупности образуют систему.
Подсистемы – образованные элементами системы группировки, внутри которых связь между элементами отличается от характера связи между самими группировками.
Деление системы на подсистемы представляет собой расчленение большого процесса на подпроцессы с соответствую-щими входами и выходами.
Структура системы – определенная упорядоченность связей между элементами системы.
Связи системы – это взаимодействие элементов системы, обеспечивающее возникновение и сохранение структуры и целостных свойств системы. Связи осуществляют обмен веществом, энергией и информацией между элементами системы, а также между системой и внешней средой.
Входы и выходысистемы различаются по материальному, энергетическому и информационному характеру, т. е. в процессе взаимодействия системы с внешней средой происходит поглощение и выделение вещества, энергии и информации. Одни системы по мере совершенствования превращаются в другие.
Целостность системы – совокупность элементов, взаимодействие которых обусловливает наличие новых качеств системы, не свойственных образующим ее частям. В соответствии с общей теорией систем целостная система должна иметь цели функционирования (которые определяют ее основное назначение), управление (т. е. процесс упорядочения системы), определенную структуру (которая может распадаться на ряд подсистем), иерархичность строения (каждый ее компонент, в свою очередь, может рассматриваться как система, а сама она является лишь одним из компонентов системы более высокого порядка), непрерывное изменение состояния элементов системы без изменения ее структурного графа (графической модели структуры).
1.2. Операция как составная часть потока
Технологическая операция выполняет две основные функции: обработку объекта (технологический процесс) и подачу объекта в рабочую зону (транс-портный процесс). Исходя из этого и учитывая, что технологический поток должен быть непрерывным, академик Л.Н. Кошкин предложил разделить все технологические операции на четыре класса.
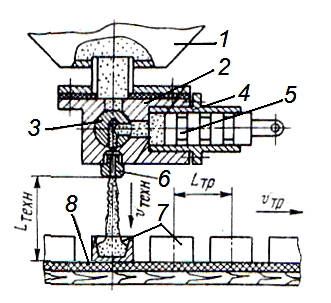
Операции первого класса. В этих операциях технологическая обработка массы происходит только после завершения транспортного процесса (подачи формы в рабочую зону) и наоборот, т. е. один процесс прерывается другим (рис. 5.1). Это операции дискретного действия.
Рис. 5.1. Устройство для дозирования и формования массы в отливочной машине:
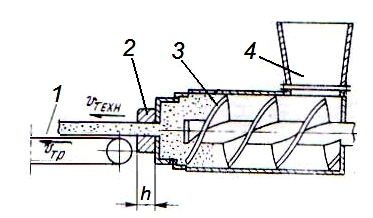
Операции второго класса. Для них характерно совпадение во времени транспортного и технологического процессов (рис. 5.2). Транспортный процесс непрерывен, а транспортная и технологическая скорости равны между собой.
Рис. 5.2. Устройство для формования массы шнековым нагнетателем:
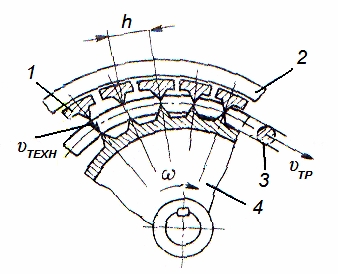
Операции третьего класса. Эти операции отличаются от операций второго класса взаимной независимостью транспортного и технологического процессов. Объекты обрабатываются при их непрерывном транспортировании совместно с рабочими органами через рабочую зону по какой-либо замкнутой траектории (рис. 5.3). Машины, созданные по этому принципу, получили название роторных, поскольку транспортный процесс первоначально был реализован как вращательное движение. В отличие от операций второго класса скорость транспортирования в операциях третьего класса не ограничивается технологической скоростью. При их создании повышение производительности теоретически связано только с увеличением транспортной скорости.
Рис.5.3. Устройство для дозирования массы продукта в виде жгута круглого сечения в роторной карамелережущей машине:
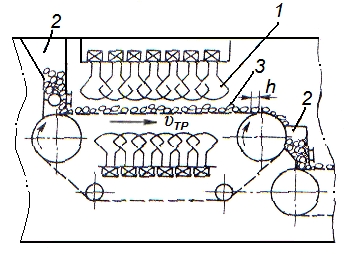
Операции четвертого класса. Для них также характерна независимость скорости транспортного процесса от технологической скорости. В операциях четвертого класса обработка осуществляется при массовом транспортировании объектов в произвольном положении через рабочую зону (рис. 5.4).
Понятие «рабочий орган» заменяется понятием «рабочая среда». Она осуществляет технологическое воздействие непосредственно на весь поток, проходящий через рабочую зону. Если быть более точным, машины этого класса операций следует называть аппаратами.
1.3. Эволюция технологического потока.
Производительность машин, реализующих операции первого класса, обусловлена технологическими параметрами операции и динамическими возможностями механизма перемещения продукта в зону и из зоны обработки. Отсюда следует, что производительность в каждом конкретном потоке для каждой конкретной операции задана однозначно и не может быть выбрана из условий экономической окупаемости производительности.
На базе операций первого класса нецелесообразно компоновать машины и аппараты в линии будущего из-за различия технологических и транспортных перемещений, а также технологических и транспортных скоростей разных операций. Неодинаковыми окажутся и циклы операции, что обусловит различную производительность машин и аппаратов в потоке. Поэтому условие равной производительности, необходимое при объединении машин для осуществления различных операций первого класса в единую систему, не выполняется, т. е. технологические операции первого класса не могут служить основой для создания высокоэффективных линий.
Существенным отличием операций второго класса является то, что вследствие совмещения во времени технологический и транспортный процессы не прерывают друг друга и могут происходить непрерывно с постоянной скоростью. В отличие от операций первого класса высокая производительность совместима с оптимальными динамическими условиями работы механизмов. В этом заключается важное преимущество операций второго класса. Однако и совокупность операций второго класса нельзя рассматривать как линии будущего.
В операциях третьего класса, имеющих значение при создании автоматических линий, также важен характер соотношения между производительностью, динамическим режимом работы машин и технологическим режимом процесса. Если в операциях первого класса высокая производительность несовместима с оптимальными технологическими и техническими режимами, а в операциях второго класса – только с оптимальными технологическими режимами, то в операциях третьего класса существует возможность достижения высокой производительности без использования высоких ускорений в механизмах привода и высокой скорости технологического процесса.
Возможности операций третьего класса не ограничиваются свойствами обрабатываемого сырья, промежуточного продукта, динамикой привода и рабочих органов машин, а производительность машин определяется лишь скоростью процесса транспортирования.
В автоматических линиях использование операций третьего класса весьма перспективно, поскольку при высокой (в пределе неограниченной) производительности могут быть сохранены оптимальные технологические и динамические режимы, которые обусловливают и технологическую, и конструктивную надежность, что ведет к стабильному качеству продукции, минимальному простою оборудования по разным причинам и максимальному коэффициенту использования машин и аппаратов в технологической линии. Таким образом, операции третьего класса наиболее пригодны для организации технологического потока, близкого к идеальному.
Операции четвертого класса, как и операции третьего класса, обеспечивают оптимальные условия объединения машин и аппаратов соответствующих конструкций в технологические комплексы, автоматические системы машин и могут быть в общем случае инженерной основой для создания высокоэффективных потоков в линиях. При этом операции четвертого класса в наиболее полной мере соответствуют требованиям высшей формы автоматизма и непрерывности потока. Однако далеко не все технологические превращения исходного сырья и промежуточных продуктов можно осуществить в операциях четвертого класса. Это касается прежде всего дозирования, смешения, формообра-зования и ряда других процессов.
Принципиальная основа для широкого осуществления комплексной автоматизации в отраслях, перерабатывающих сельскохозяйственное сырье, – это операции третьего класса.
Машины для операций третьего класса могут быть изготовлены по ротор-ной и роторно-конвейерной конструктивным схемам. При роторной схеме рабочие органы монтируются на жестких роторах, при роторно-конвейерной – на гибких замкнутых транспортных системах-конвейерах.
В табл. 5.1. приведена классификация технологических потоков, созданная на основе приведенных выше классов операций. Класс потока определяется наименьшим классом операции в нем и количеством классов операций его составляющих. Поток, содержащий операции более высокого класса, несомненно, прогрессивнее потока, который составляют операции более низкого класса.
Классификация технологических потоков позволяет определить место конкретного потока среди всех возможных сочетаний классов операций и установить пути совершенствования его при переходе операций из одного класса в другой, а также определить наиболее целесообразный путь достижения потока (табл. 5.1, IV).
Наиболее эффективные решения расположены в верхнем правом углу табл. 5.2, а самый примитивный поток (I) содержит все операции первого класса. Технологии пищевых производств – это комплекс операций механического, теплофизического, биохимического и химического воздействия на сырье. Поэтому потоки (III) или (IV) нереальны. По-видимому, наиболее перспективным является поток (III–IV) классов, включающий все операции: от дозирования исходного сырья до упаковки готовой продукции. Конечно, это линии будущего, но их нужно представлять себе в виде идеальных целей.
Контрольные вопросы.
Какие факторы той или иной технологии обусловливают сложность проблемы создания поточной линии?
Каковы основные термины метода системного подхода?
Каковы характерные особенности целостной системы любой природы?
Какой признак положен в основу классификации технологических операций?
Какие признаки положены в основу классификации технологических потоков?
Какой смысл вы видите в создании потока более высокого класса, чем его прототип?
2. СТРОЕНИЕ ТЕХНОЛОГИЧЕСКОГО ПОТОКА
2.1. Строение технологического потока как системы процессов
Технологический поток представляет собой совокупность технологических операций и обладает новым, системным качеством, которого не имеют образующие его элементы. При создании технологической линии возникает новое качество системы, изменяются свойства исходных элементов и при известных условиях образуются новые части ее. Технологическая система процессов активно воздействует на свои элементы и преобразует их, в результате чего исходные элементы, из которых первоначально была образована система, изменяются, совершенствуются технологические режимы и оборудование, улучшаются условия труда. В целостной технологической системе связь между частями ее тесна и органична. Изменение одних частей вызывает изменения других частей системы. При взаимодействии с окружающей средой технологическая система выступает как единое целое вследствие того, что связь элементов целостной системы значительно устойчивее, чем связь ее элементов с внесистемными образованиями. В технологической системе можно выделить внутренние связи между ее подсистемами и внешние связи, устанавливаемые с другими системами той большой системы, в которую она входит. При низком уровне организации технологическая система по своим свойствам приближается к сумме частей, при высоком – резко отличается по своим свойствам от простой суммы элементов. Целостность технологической системы отражает способность составляющих ее элементов вступать в такие взаимодействия, которые обусловливают новые, интегративные качества системы, не свойственные образующим ее частям.
Целостность технологического потока обеспечивают факторы целостности. Целостность технологических систем обусловлена качеством взаимосвязи протекающих в них материальных, энергетических и информационных процессов преобразования, хранения, передачи, а также качеством их управления.
Материальный, энергетический и информационный обмен между компонентами целого объединяет их в единое образование. Этот обмен представляет собой важную специфическую закономерность возникновения, строения, функционирования и развития целостных систем. Возникновение качественно новых свойств при агрегировании элементов – отражение закона перехода количества в качество. Явление возникновения нового качества называют эмерджентностью (emergence – возникновение, появление нового).
За элемент технологической системы принята технологическая операция, являющаяся пределом расчленения по качеству технологической системы и представляющая нерасчленимый далее элементарный носитель именно этого качества.
Элементы технологической системы являются своеобразным ее стержнем или обслуживают ведущий компонент, в то же время активно воздействуя на него. Такое различие в значении частей приводит к понятию централизованной системы, т. е. ведущей роли одного или группы компонентов.
Огромное значение в определении специфики технологической системы имеет ее структура. Каждой конкретной технологической системе присуща своя структура. С усложнением технологии, увеличением числа операций усложняется и структура технологической системы. Структура технологической системы является пространственно-временной. Она предполагает определенную динамическую устойчивость пространственно-временных связей компонентов целого. Однако структура системы – выражение не только связи, но и размежевания составляющих ее элементов. При изменении элементов и связей структура системы в определенных пределах остается постоянной, при этом сохраняется соответствие производственного процесса технологической инструкции.
Технологическая система содержит сложнейший клубок причинных связей между отдельными элементами, системой в целом и ее частями, отдельными подсистемами, а также между системой и внешней средой. При функционировании технологической системы необходимые причинные связи переплетаются со случайными воздействиями. Оценить роль и значение случайных причин и принять необходимые меры для сохранения выхода системы в заданных границах позволяют методы математической статистики и теории вероятностей. Среди характеристик связей сложных систем важное место занимает корреляция, обусловливающая некоторое ее вероятностное состояние, что приводит к постоянному колебанию показателей деятельности системы вокруг неких средних параметров. Это помогает системе сохранять равновесное состояние. Наличие свободы компонентов (меры, степени свободы) является важным показателем целостности системы.
Технологическая система функционирует во взаимосвязи с окружающей средой производственного цеха, которую составляют внешние по отношению к системе процессы – с ними так или иначе взаимодействует система. Технологические системы по-разному взаимодействуют с окружающей средой. Реакция частей системы определяется их чувствительностью к неустойчивым факторам среды. Системные методы исследования и совершенствования больших промышленных комплексов требуют определения границ между технологической системой и окружающей средой. Необходимо как можно более точно разграничивать их. Это имеет большое значение для оптимизации функциони-рования поточной линии и создания предпосылок для ее развития.
Отношение системы к среде характеризуют точностью, устойчивостью, надежностью функционирования, а также управляемостью. Эти показатели определяются качеством самой системы (уровнем целостности структуры, уровнем стохастичности связей, уровнем чувствительности элементов). На входы технологической системы поступают потоки вещества, энергии и информации. Ввиду неидеальности систем и специфических особенностей используемых технологических процессов выходные потоки несут меньше вещества и энергии, чем те, которые поступают на вход системы. Определенные части вещества и энергии рассеиваются внутри системы и в окружающей среде. Это вызывает неэффективное использование материальных и энергетических ресурсов, вредное воздействие на окружающую среду. Избежать этого позволяет использование ресурсо- и энергосберегающих технологий и техники, а также разработка экологически чистых технологических систем.
Общей количественной характеристикой системы является такой ее показатель, как сложность, определяемая числом типов компонентов и связей. Оценка сложности структур рассматривается в теории сложных систем. Простейший показатель сложности системы учитывает число и сложность элементов, из которых состоит данная система.
2.2. Системный анализ и моделирование технологического потока
При создании технологических систем все задачи принято делить на задачи синтеза и задачи анализа – процессы мысленного или фактического разложения, расчленения, размежевания целого на составные части и воссоединения, воссоздания целого из частей. При анализе и синтезе технологического потока как системы процессов используется абстрактное мышление исследователя.
Наибольшее развитие и применение получил структурно-функциональный анализ, базирующийся на выделении в исследуемых системах структурных составляющих и определении их роли (функции) относительно друг друга.
Функционально-структурный подход, в отличие от структурно-функционального, основывается на предположении первичности функционального назначения системы по отношению к ее структурной организации
учет диалектической взаимосвязи функций и структуры объектов при определяющей роли функции по отношению к структуре;
целостный подход к анализу и синтезу многоуровневых систем;
учет материальных, энергетических и информационных связей между элементами системы;
учет взаимосвязи исследуемой (создаваемой) системы с внешней средой;
рассмотрение систем в развитии и др.
Важной отличительной особенностью функционально-структурного подхода является совместный учет при анализе и синтезе материальных, энергетических и информационных потоков.
Сущность анализа состоит в расчленении целого на образующие его компоненты, в выделении и изучении функций каждой из частей. Анализ проводится с таким расчетом, чтобы можно было воссоздать систему в ее исходном облике, т. е. синтез системы. Анализ связан с определенным упрощением исследуемой системы. Вычленение основного компонента позволяет увязать между собой компоненты, части целого, а также этапы и периоды его становления и развития.
Для системной точки зрения характерно движение от системы к элементам. Отсюда следует, что изучение любого объекта (сложного или простого) неразрывно связано с изучением той системы, в которую он входит.
Решение задачи анализа системы осуществляется методом последовательных приближений (предварительный анализ → более точный анализ и т. д.).
При системном анализе технологического потока следует учитывать, что его компоненты неравноценны в смысле обеспечения определенного уровня целостности, что имеется центр системы. В центре системы сконцентрированы разнообразные аспекты основного технического противоречия технологического потока (производительность – качество). Их разрешение ведет к развитию системы, определяет перспективу превращения ее в более организованную систему более высокого уровня целостности. Поэтому выделение центра системы представляет собой одновременно изучение условий и возможностей его развития, установления основных направлений совершенствования техно-логии и техники данного производства.
2.3. Системы технологических процессов.
Различают простые, большие и сложные системы. Простая система – эта та, которую можно исследовать (в пределах поставленной задачи) как нечто целое без расчленения ее на более мелкие системы. Под большой системой понимается такая система, которую практически невозможно исследовать без выделения в ней более простых систем.
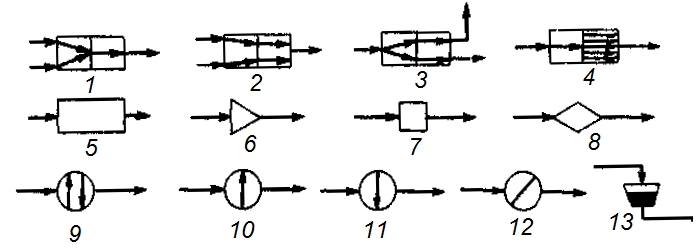
При построении моделей систем значение имеет выбор элемента системы, который не подлежит дальнейшему расчленению. В качестве элемента целесообразно принять технологическую операцию, являющуюся минимальным носителем специфического качества данной системы. В технологической системе могут быть выделены процессы преобразования, транспортирования, хранения вещества, энергии, информации. Приняв за элемент технологической системы технологическую операцию, можно представить систему процессов в виде операторной модели. В этом случае технологическая операция представляет совокупность типовых физических, химических и микробиологических процессов, условные обозначения которых (процессоры) показаны на рис. 5.5.
Рис. 5.5. Условные обозначения технологических процессов обработки сред (процессоры):
1 – соединение без сохранения поверхности раздела (смешивание сред); 2 – соединение с сохранением поверхности раздела (образование слоя); 3 – разделение на фракции; 4 – измельчение; 5 – сложный процесс преобразования (комплекс физических, химических и микробиологических процессов); 6 – дозирование; 7 – формообразование; 8 – ориентирование (в частности, предметов); 9 – термостатирование (поддержание постоянной температуры); 10 – нагревание; 11 – охлаждение; 12 – изменение агрегатного состояния; 13 – хранение.
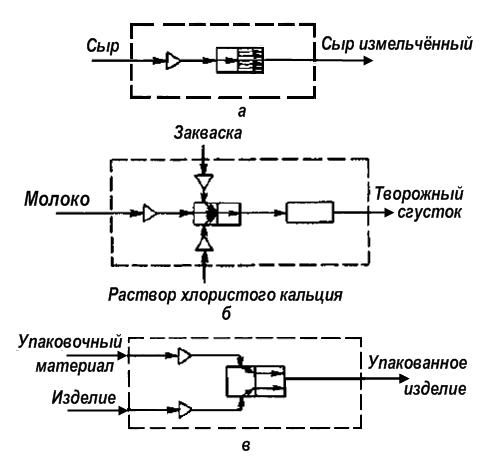
С помощью тринадцати условных обозначений типовых процессов (рис. 5.5) можно графически изобразить любую технологическую операцию. Примеры операторов показаны на рис. 5.6. При изображении операций типовые процессы соединяются стрелками-связями. В общем случае связи – это материальные, энергетические и информационные потоки. Разрабатывая системы процессов в виде так называемых операторных моделей, достаточно показать лишь материальные потоки, которые связывают между собой типовые процессы, отдельные операции и подсистемы.
Рис. 5.6. Примеры условного обозначения технологических операций (операторы):
а – измельчение сыра при производстве плавленых сыров; б – получение творожного сгустка из трех компонентов; в – упаковка.
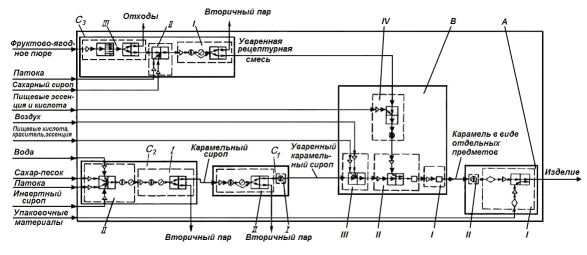
Синтез – это физическое или мысленное воссоединение частей, границы которых были установлены в процессе анализа. Синтез сложных систем представляет собой сочетание содержательных (эвристических, интуитивных) и формальных (алгоритмических) методов. Синтезировать систему – значит реализовать заданную совокупность функций на основе совокупности элементов ее будущей структуры. Рациональным методом синтеза технологических систем является разработка операторных моделей. Операторная модель технологической системы производства карамели приведена на рис. 5.7. Это графическое изображение системы процессов.
Рис. 5.7. Операторная модель технологической системы производства карамели с фруктово-ягодной начинкой:
А – подсистема образования изделий с показателями качества, соответствующими стандарту (операторы: I – завертки карамели, II – охлаждения карамели); В – подсистема образования карамели в виде отдельных предметов с заданными показателями качества (опера-торы: I – формования карамели с начинкой, II – образования жгута из тянутой карамельной массы и начинки, III – образования тянутой карамельной массы с заданными физико-механическими свойствами, IV – образования начинки с заданными физико-механическими свойствами); подсистемы образования промежуточного продукта с заданными показателями качества: С1 (операторы: I – охлаждения уваренного карамельного сиропа, II – образования уваренного карамельного сиропа), С2 (операторы: I – образования карамельного сиропа, II – образования рецептурной смеси), С3 (операторы: I – образования уваренной рецептурной смеси, II –образования рецептурной смеси, III – образования протертого фруктово-ягодного пюре).
Процедуры системных анализа и синтеза выполняют поочередно и неоднократно, всякий раз уточняя содержание элементов, подсистем и их границ, а также структуру системы.
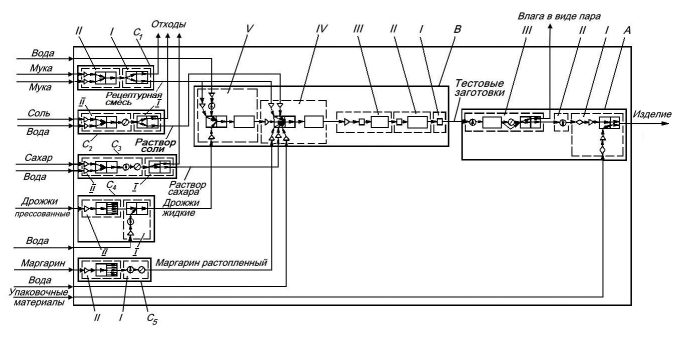
Графически технологические системы изображаются в виде прямоугольника, ограничивающего систему, которая содержит два или более прямоугольников (рис.5.8), которые, в свою очередь, ограничивают подсистемы. Подсистема содержит два или более операторов, которые отражают понятие технологических операций и границы которых в большинстве случаев совпадают с границами машин и аппаратов. Оператор, в свою очередь, содержит один, два и более процессоров, которые отражают в общем случае содержание физико-химических и микробиологических процессов. Линии со стрелками – материальные потоки – являются связями между операторами и подсистемами, а также между системой и внешней средой.
Рис. 5.8. Операторная модель технологической системы производства подового хлеба из пшеничной муки:
А – подсистема образования изделий, соответствующих стандарту (операторы: I –упаковки хлеба, II – охлаждения хлеба, III – выпечки хлеба); В – подсистема образования заготовок теста с заданными показателями качества (операторы: I – надрезания тестовых заготовок, II – закатки тестовых заготовок и восстановления структуры теста, III – образования из теста предметов заданной формы, IV – образования теста с заданными физико-механическими свойствами, V – образования опары с заданными физико-механическими свойствами); подсистемы образования промежуточного продукта с заданными показателями качества: С1 (операторы: I – очистки рецептурной смеси муки от примесей, II – образования рецептурной смеси муки), С2 (операторы: I – очистки рецептурной смеси от примесей, II – образования раствора соли), С3 (операторы: I – очистки рецептурной смеси от примесей, II – образования раствора сахара), С4 (операторы: I – образования жидких дрожжей, II – измельчения дрожжей), С5 (операторы: I – плавления, II – измельчения маргарина)
Операторные модели отражают, разделяют и совмещают две принципиально различные и вместе с тем диалектически связанные функции, выполняемые системой (то, что она делает), и методы (как и какими способами реализуются функции). В операторных моделях функции обозначаются видом связей между операторами, а методы – видом операторов. Операторная модель позволяет четко разделить и связать функции и методы. Она состоит из цепи взаимосвязанных элементов-операторов, в которой качество каждой операции определяется тем, как она выполняется. Операторное моделирование систем предусматривает использование трех основных понятий: вход, процесс и выход, – комбинация количественных и качественных характеристик которых определяет ту или иную технологическую систему. Вход – источник деятельности или питания системы (например, сырье), процесс – вид деятельности, преобразующий вход и выход; выход – цель существования системы или результат деятельности системы (например, готовая продукция).
Метод изображения системы в виде операторной модели дает возможность перейти от самого общего и абстрактного ее представления к более конкретному. Анализ и синтез системы диалектически взаимосвязаны и представляют собой первый шаг в системном исследовании технологических линий, составляют один этап исследования, так как взаимно дополняют друг друга и являются взаимообусловленными.
Модель должна иметь сходство с оригиналом, но не должна быть произвольным, не соответствующим оригиналу образом. Диапазон сходства, подобия модели и ее объекта весьма велик – от абсолютного до нулевого. Моделирование может базироваться на подобии от почти абсолютного до почти нулевого. Моделируя реальный объект в виде системы, исследователь вычленяет в процессе познания определенную структуру объекта и придает ей требуемое значение, которое является отражением взаимосвязи ее элементов. Один и тот же объект может быть представлен нашим сознанием в виде различных систем в зависимости от уровня развития, глубины познания объекта и методоло-гических установок.
Само по себе понятие «система» – абстракция, но она отражает объективно присущие предметам и явлениям системные качества.
Системность – свойство объективного мира, не зависящее от человека. Моделирование потока проводится тогда, когда есть необходимость разрешить противоречие между необходимостью развития поточной линии и невозможностью это сделать с помощью современной техники и технологии. В результате формулируется цель исследования, а средством для ее достижения как раз и является системное моделирование. В математическом моделировании технологических процессов пищевого производства сформировалось теоретическое и статистическое направления. Статистическое направление целесообразно использовать на этапе исследования в рамках системы или ее подсистемы (макроисследование), а теоретическое – на этапе исследования в рамках элемента (микроисследование).
Специфика пищевого производства обусловливает следующие характерные черты технологического потока:
большое число факторов, влияющих на ход процессов, отсутствие контроля над частотой возмущающих воздействий;
ограниченность теоретических представлений и неполнота информации о законах связи между параметрами процессов и их характеристиками;
сравнительно медленное протекание процессов и значительное запаздывание во времени между контролем параметров на входе и их характеристик на выходе;
сравнительно узкие пределы колебаний параметров процессов при установившемся режиме потока.
Для исследования режимов технологического потока перспективны методы статистического описания, дающие возможность, абстрагируясь от неизученной сущности процесса, оптимизировать его. При статистическом исследовании стохастических процессов можно использовать регрессивный анализ (базируется на обработке результатов так называемых «пассивных» экспериментов) и планирование многофакторного эксперимента.
Все модели разделяют на стационарные и нестационарные. В связи с этим различают статическую оптимизацию, с помощью которой решаются вопросы создания и реализации оптимальной модели, и динамическую оптимизацию, цель которой – создание и реализация системы оптимального управления процессом.
Одной из особенностей математического моделирования при макроисследовании систем является то, что, в сущности, между исследователем и реальной системой возникает особое промежуточное звено – кибернетическая модель, несущая многоцелевую информацию о возможности управления объектом исследования.
Системный подход к исследованию непрерывных производственных процессов предполагает изучение их в линии как одного процесса, т. е. макроисследование, а затем по его результатам – микроисследование аппарата или машины.
Первый этап – определение и четкое формулирование цели исследования; выбор показателя эффективности линии; составление перечня факторов, действующих на технологический поток. Второй этап – представление технологического потока как системы процессов, т. е. создание операторной модели технологической системы. Третий этап – построение математической модели. Четвертый этап – анализ математической модели.
При создании конкретной системы выделяется функционально полный набор материальных, энергетических и информационных операторов, соответствующий системам рассматриваемого класса.
Формирование структуры системы осуществляется на основе принципов композиции и декомпозиции функций и структур различных подсистем. В настоящее время сам процесс проектирования сложных систем является несистемным.
При системном подходе моделирование строения объекта и моделирование его функций переплетаются. Такое моделирование становится эффективным средством познания закономерностей сложной целостной системы.
Графическое изображение технологического потока в виде системы процессов (рис.5.8) стало возможным после привнесения в технологии пищевых продуктов идей системного анализа и системного синтеза, т. е. технологический поток, представляемый операторной моделью, есть результат системного рассмотрения технологии. На рис. 5.8 представлены потоки сырья, которые претерпевают самые разнообразные превращения, прежде чем стать готовой продукцией. Технологические подсистемы составляют автономные части (узлы) этих потоков. В каждом потоке имеются четыре-пять таких частей. Поток движется слева направо, причем он образуется значительным набором исходного сырья и материалов, а выход имеет, как правило, один. За пределы системы из подсистем выходят различные отходы и вода.
Подсистемы в большинстве производств связаны последовательно, хотя имеют и параллельные участки технологических потоков. Сами подсистемы представляют собой совокупность технологических операций в количестве от двух до пяти. Связь этих операций тесна и органична. Операции состоят из одного или нескольких типовых процессов. Входящий в операцию поток дозируется и претерпевает различные физические, химические и микробиологические превращения. Операция – минимальный носитель качества технологии, т. е. элемент системы. Вместе с тем она сама может рассматриваться как система, но другого качества. Выход последней операции каждой подсистемы представляет собой точку контроля качества соответствующей части технологического потока с целью управления им.
Таким образом, технологический поток выступает как целостная система. Если оценивать современные технологические потоки с точки зрения их качества, то следует сказать, что все они громоздки, в их основе лежат традиционные способы трансформации сырья в продукт, что влечет за собой их большую ресурсо- и энергоемкость. И здесь специалистам перерабатывающих отраслей предстоит провести большую работу для того, чтобы повысить уровень организации (целостности) технологических потоков как систем процессов.
Современные технологии перерабатывающих производств ориентированы на традиционное качество сельскохозяйственной продукции. Сложность этих технологий во многом обусловлена значительным диапазоном свойств продукции растениеводства и животноводства.
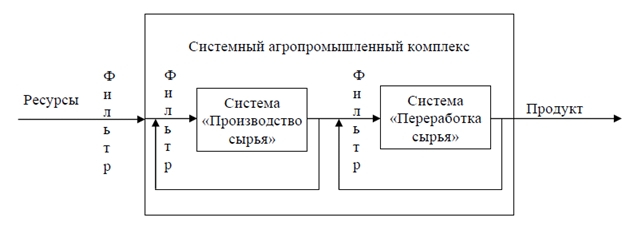
Концепция системности требует рассмотрения всего процесса производства пищевой продукции как системного комплекса, состоящего из системы производства и системы переработки сырья (рис. 5.9).
Рис. 5.9. Схема системного комплекса производства и переработки сельскохозяйственного сырья.
В этом комплексе перерабатывающая часть должна выдвигать целый ряд требований к выходу производящей части (сырью), такие как стабильность свойств (размеров, формы, массы, химического состава и др.), простые условия разделения ценной части и сопутствующей, оптимальное соотношение содержания ценных и балластных веществ и др.
Выполнение этих требований для конкретной перерабатывающей технологии позволит не только значительно упростить ее, но и создать более простые конструкции машин и аппаратов.
Особого внимания заслуживает технология хранения сельскохозяйственного сырья и частично или полностью переработанной продукции. Хранение сырья и продукции в замороженном и обезвоженном виде, в среде инертных газов, в специальных микроклиматических и других условиях представляет собой процесс, тесно связанный с предыдущими и последующими технологическими процессами. Это означает, что в системный комплекс производства и переработки сырья (рис. 9) входят и процессы хранения.
К процессам хранения может быть отнесена и упаковка пищевой продукции. Необходимо так упаковать продукты путем фасовки, розлива, укладки в тару, чтобы сохранить их не только в условиях склада, но и при доставке потребителю.
Таким образом, в обеспечении высокого качества взаимосвязи различных технологических систем заложены резервы эффективности производства продуктов питания.
Контрольные вопросы.
Почему за элемент технологической системы принята технологическая операция?
Каким образом «устроен» и организован технологический поток как система процессов?
Каковы характерные черты функционально-структурного подхода к системному анализу технологического потока?
Каков порядок расчленения технологического потока в процессе его системного анализа?
Почему процедура системного анализа и системного синтеза дает наибольший эффект при изучении сложного объекта?
Почему процесс системного анализа и системного синтеза технологии является творческим процессом?
Каковы особенности моделирования строения и функций технологического потока как системы процессов?
Почему современные методы научных исследований и разработки технологий пищевых производств базируются на вероятностном, стохастическом описании процессов?
Какие аспекты технологического потока подчеркиваются при рассмотрении его как целостной системы процессов?
Каковы место и роль системы переработки сырья в агропромышленном комплексе производства пищевой продукции?