Производственный цикл, его структура и методы расчёта
Производственный цикл - это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Он выражается в календарных днях или при малой трудоемкости изделия - в часах. Производственный цикл (ПЦ) характеризуется структурой и длительностью. Под структурой ПЦ понимается состав и соотношение времени на выполнение различных видов работ и перерывов в процессе производства (рис. 3.5). Производственный цикл состоит из рабочегопериода (времени выполнения основных и вспомогательных операций) и времени перерывов в процессе изготовления изделий.
Время выполнения основных операций составляет технологический цикл и определяет период, в течение которого производится непосредственное воздействие на предмет труда либо самим рабочим, либо машинами и механизмами под его управлением, а также время естественных технологических процессов, которые происходят без участия людей и техники (сушка на воздухе окрашенного или остывание нагретого изделия, брожение некоторых продуктов и др.).
Время выполнения вспомогательных операций включает:
• контроль качества обработки изделия;
• контроль режимов работы оборудования, их настройку, мелкий ремонт;
• уборку рабочего места;
• транспортировку материалов, заготовок;
• приемку и уборку обработанной продукции.
Время выполнения основных и вспомогательных операции составляет рабочий период.
Рис. 3.5. Структура производственного цикла.
Время перерывов обусловлено режимом труда, межоперационным пролеживанием деталей, а также недостатками в организации труда и производства. Соответственно перерывы могут быть разделены на три группы.
1. Перерывы, связанные с установленным на предприятии режимом работы: нерабочие дни и смены, междусменные и обеденные перерывы внутри-сменные регламентированные перерывы для отдыха рабочих и т.п.
2. Перерывы межоперационные, обусловленные организационно-технологическими причинами: перерывы ожидания, вызванные несинхронностью длительности смежных операций технологического процесса, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место для выполнения следующей операции; перерывы комплектования, возникающие в тех случаях, когда детали и узлы пролеживают в связи с незаконченностью изготовления других деталей, входящих в комплект.
3. Перерывы, связанные с простоями оборудования и рабочих по различным организационным и техническим причинам, не предусмотренным режимом работы: отсутствие сырья, энергии, поломка оборудования, невыход рабочих на работу и др.
Расчет длительности производственного цикла (Тц) производится по формуле
Тц = То+ Тв+ Тп,
где То – время выполнения основных операций;
Тв – время выполнения вспомогательных операций;
Тп – время перерывов.
Производственный цикл - один из важнейших технико-экономических показателей, который является исходным для расчета многих показателей производственно-хозяйственной деятельности предприятия. На его основе рас-считываются производственные мощности предприятия и его подразделений, устанавливаются сроки запуска изделия с учетом сроков его выпуска, определяется объем незавершенного производства, осуществляются другие планово-производственные расчеты.
Сокращение длительности производственного цикла - один из важнейших источников интенсификации и повышения эффективности производства на предприятиях. Чем быстрее совершается производственный процесс (меньше длительность производственного цикла), тем лучше используется производственный потенциал предприятия, выше производительность труда, меньше объем незавершенного производства, ниже себестоимость продукции.
Длительность производственного цикла зависит от сложности и трудоемкости изготовления продукта, уровня техники и технологии, механизации и автоматизации основных и вспомогательных операций, режима работы предприятия, организации бесперебойного обеспечения рабочих мест материалами и полуфабрикатами, а также всем необходимым для нормальной работы (энергия, инструменты, приспособления и т.п.).
Длительность производственного цикла в значительной степени определяется видом сочетания операций и порядком передачи предмета труда от одного рабочего места к другому, т.е. в большой степени зависит от способа передачи изделия с операции на операцию.
Существует три вида сочетания операций:
последовательный;
параллельный;
параллельно-последовательный.
При последовательном виде движения обработка партии изделий на каждой последующей операции начинается после окончания обработки всей партии на предыдущей операции. Длительность производственного цикла при последовательном сочетании операций рассчитывается по формуле
где n – число изделий в партии;
m – число операций обработки изделий;
ti – время выполнения каждой операции мин.
Пример. Количество обрабатываемых изделий n = 5, технологический процесс состоит из m=4 операций, продолжительность выполнения которых составляет t шт 1 = 3; t шт 2 = 2; t шт 3 = 4; t шт 4 = 1 мин.
Продолжительность производственного цикла аналитическим методом определяются по формуле:
При последовательном виде движения изделия отсутствуют перерывы в работе оборудования и рабочего на каждой операции, возможна высокая загрузка оборудования в течение смены, но производственный цикл имеет наибольшую величину, что уменьшает оборачиваемость оборотных средств.
При параллельном движении передача изделий на последующую опера-цию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции, независимо от готовности остальной партии. Детали передаются с операции на операцию поштучно или операционными партиями, на которые делится производственная партия. Процесс происходит непрерывно, если достигнуто полное равенство или кратность выполнения операций во времени, что характерно для поточных линий. В этом случае длительность производственного цикла рассчитывается по формуле
где Р – размер транспортной партии;
tmax – время выполнения наиболее продолжительной операции, мин.
Пример. Количество обрабатываемых изделий n = 5, технологический процесс состоит из m=4 операций, продолжительность выполнения которых составляет t шт 1 = 3; t шт 2 = 2; t шт 3 = 4; t шт 4 = 1 мин, размер транспорт-ной партии Р=1. Подставив данные примера, получим продолжительность цикла обработки изделий при параллельном виде движении:
При параллельном порядке выполнения операций обеспечивается наиболее короткий производственный цикл. Однако на отдельных операциях при этом возникают простои рабочих и оборудования, вызываемые неодинаковой продолжительностью отдельных операций. Поэтому возможности его применения ограничены, так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций Это говорит о том, что их параллельное сочетание не всегда является рациональным. В этом случае более эффективным может быть параллельно-последовательное сочетание операций.
При параллельно-последовательном виде движения изделий с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций таким образом, что вся партия обрабатывается на каждой операции без перерывов. В отличие от параллельного вида движения здесь происходит лишь частичное совмещение во времени выполнения смежных операций. При таком сочетании операций продолжительность производственного цикла больше, чем при параллельном, но гораздо меньше, чем при последовательном, и может быть определена по формуле
где – суммарная экономия времени по сравнению с последовательным видом движения за счет частичного перекрытия времени выполнения каждой пары смежных операций.
.
В практике существует два вида сочетания смежных операций во времени:
время выполнения последующей операции больше времени выполнения предыдущей операции;
время выполнения последующей операции меньше времени выполнения предыдущей операции.
В первом случае представляется возможность применять параллельный вид движения деталей и полностью загрузить рабочие места.
Во втором случае приемлем параллельно-последовательный вид движения с максимально возможным совмещением во времени выполнения обеих операций. Максимально совмещенные операции при этом отличаются друг от друга на время изготовления последней детали (или последней операционной партии) на последующей операции.
Параллельно-последовательный вид движения деталей (изделий) обеспечивает работу оборудования и рабочего без перерывов. Производственный цикл при этом виде больше по сравнению с параллельным, но меньше, чем при последовательном.
5.Пути и значение сокращения производственного цикла
Производственный цикл используется в качестве норматива при оперативном планировании производства, финансовом управлении и других планово-производственных расчетах.
Производственный цикл (Тц) непосредственно связан с нормативом оборотных средств:
Тц = ОСн.п / Qдн,
где ОСн.п – объем оборотных средств в незавершенном производстве (ман.);
Qдн – однодневный выпуск продукции (ман.).
Сокращение производственного цикла имеет большое экономическое значение:
сокращается оборачиваемость оборотных средств за счет сокращения объемов незавершенного производства;
увеличивается фондоотдача основных производственных фондов;
снижается себестоимость изделий за счет сокращения условно-постоянной части издержек на одно изделие и т.д.
Длительность производственного цикла зависит от двух важнейших групп факторов:
технического уровня производства;
организации производства.
Эти обе группы факторов взаимообуславливают и дополняют друг друга.
Основными направлениями снижения производственного цикла являются:
совершенствование технологии;
применение более производительных оборудования, инструментов, средств технологического оснащения
автоматизация производственных процессов и применение гибких интегрированных процессов
специализация и кооперирование производства;
организация поточного производства;
гибкость (многофункциональность) персонала;
многие другие факторы, влияющие на длительность производственного цикла.
6. Организация автоматизированного производства
Высшей формой поточного производства является автоматизированное производство, где сочетаются основные признаки поточного производства с его автоматизацией. В автоматизированном производстве работа оборудования, агрегатов, аппаратов, установок происходит автоматически по заданной программе, а рабочий осуществляет контроль за их работой, устраняет отклонения от заданного процесса, производит наладку автоматизированного оборудования.
Различают частичную и комплексную автоматизацию.
При частичной автоматизации рабочий полностью освобождается от работ, связанных с выполнением технологических процессов. В транспортных, контрольных операциях при обслуживании оборудования, в процессе обработки -полностью или частично сокращается ручной труд.
В условиях комплексно-автоматизированного производства технологический процесс изготовления продукции, управление этим процессом, транспортировка изделий, контрольные операции, удаление отходов производства выполняются без участия человека, но обслуживание оборудования - ручное.
Основным элементом автоматизированного производства являются автоматические поточные линии (АПЛ).
Автоматическая поточная линия – комплекс автоматического оборудования, расположенного в технологической последовательности выполнения операций, связанный автоматической транспортной системой и системой автома-тического управления и обеспечивающий автоматическое превращение исходных материалов (заготовок) в готовое изделие (для данной автоматической линии). В АПЛ рабочий выполняет функции наладки, контроля за работой оборудования и загрузки линии заготовками.
Основные признаки АПЛ:
автоматическое выполнение технологических операций (без участия человека);
автоматическое перемещение изделия между отдельными агрегатами линии.
Автоматические комплексы с замкнутым циклом производства изделия – ряд связанных между собой автоматическими транспортными и погрузо-разгрузочными устройствами автоматических линий.
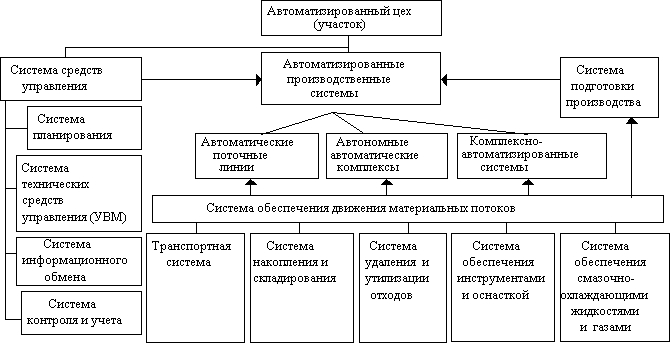
Автоматизированные участки (цехи) включают в себя автоматические поточные линии, автономные автоматические комплексы, автоматические транспортные системы, автоматические складские системы; автоматические системы контроля качества, автоматические системы управления и т.д. Примерная структура автоматизированного производственного подразделения приведена на рис. 3.6.
Рис. 3.6. Структурный состав автоматизированного производственного подразделения.
В условиях постоянно изменяющегося нестабильного рынка (тем более многономенклатурного производства) важной задачей является повышение гибкости (многофункциональности) автоматизированного производства, с тем чтобы максимально удовлетворить требования, нужды и запросы потребителей, быстрее и с минимальными затратами осваивать выпуск новой продукции.
Методы повышения гибкости автоматизированных производственных систем:
использование автоматизированных систем технической подготовки производства (САПР);
применение быстропереналаживаемых автоматических поточных линий;
применение универсальных промышленных манипуляторов с программным управлением (промышленных роботов);
стандартизация применяемого инструмента и средств технологического оснащения;
применение в автоматических линиях автоматически переналаживаемого оборудования (на базе микропроцессорной техники);
использование переналаживаемых транспортно-складских и накопительных систем и т.д.
Однако следует заметить, что любая универсализация требует значительных дополнительных затрат и при ее применении необходим взвешенный экономический подход на базе маркетинговой информации и исследований.
Автоматические поточные линии эффективны в массовом производстве.
Состав автоматической поточной линии:
автоматическое оборудование (станки, агрегаты, установки и т.д.) для выполнения технологических операций;
механизмы для укладки, ориентировки, установки, подвески и т.д. изделий на оборудовании;
устройство для транспортировки изделий по операциям;
контрольные машины и приборы (для контроля качества и автоматической подналадки оборудования)
средства загрузки и разгрузки линий (заготовок и готовых изделий);
аппаратура и приборы системы управления АПЛ;
устройства смены рабочего органа и оснастки;
устройства удаления отходов;
устройство обеспечения необходимыми видами энергии (электрическая энергия, пар, инертные газы, сжатый воздух, вода, канализационные системы);
устройства обеспечения смазочно-охлаждающими жидкостями и их удаления и т.д.
В состав автоматических линий последнего поколения также включаются электронные устройства:
1. "Умные супервизоры" с мониторами на каждой единице оборудования и на центральном пульте управления. Их назначение - заблаговременно предупреждать персонал о ходе процессов, происходящих в отдельных агрегатах и в системе в целом и давать инструкции о необходимых действиях персонала (текст на мониторе). Например:
негативная тенденция технического параметра агрегата;
информация о заделах и количестве заготовок;
о браке и его причинах и т.д.
2. Статистические анализаторы с графопостроителями, предназначенные для статистической обработки разнообразных параметров работы АПЛ:
время работы и простоев (причины простоев);
количество выпускаемой продукции (всего, уровень брака);
статистическая обработка каждого параметра обрабатываемого изделия на каждой автоматически контролируемой операции;
статистическая обработка выхода из строя (поломка, сбой) систем каждой единицы оборудования и линии в целом и т.д.
3.Диалоговые системы селективной сборки (т.е. подбор параметров относи-тельно грубо (неточно) обработанных деталей, входящих в сборочную единицу, сочетание которых обеспечивает высококачественные параметры сборочной единицы).
На предприятиях применяются автоматические линии, отличающиеся между собой как по технологическим принципам действия, так и по формам организации. Классификация и характерные особенности автоматических поточных линий приведены в табл. 3.4.
Таблица 3.4 - Классификация автоматических линий.
№
Признак
Наименование и краткая характеристика
1
Гибкость
1.1.Жесткие непереналаживаемые АЛ предназначенные для обработки одного изделия.
1.2. Переналаживаемые АЛ на определенную группу изделий одного наименования.
1.3. Гибкие АЛ, состоящие из «обрабатывающих центров» гибких транспортно-складских ситем с промышленными роботами и предназначенных для обработки любых деталей определенной номенклатуры и габаритов.
2
Число одновре-менно обрабаты-ваемых изделий
2.1. Автолинии поштучной обработки.
2.2. Автолинии групповой обработки.
3
Способ транспор-тировки по АЛ
3.1. АЛ с непрерывной транспортировкой обрабатываемых изделий.
3.2. АЛ с периодической транспортировкой обрабатываемых изделий.
4
Кинематическая связь агрегатов (оборудования) АЛ
4.1. АЛ с жёсткой связью агрегатов (ротор-транспортер, желоб и т.д.).
4.2. АЛ с гибкой связью агрегатов (гибкость обеспечивается наличием перед каждым агрегатом устройства для накопления и выдачи запаса изделий (бункеры, кассеты, пеналы, накопительные башни и т.д.))
5
Особенности транспортной системы
По назначению: транспортеры и конвейеры; по виду привода: бесприводные (склизы, желобы, тележки), приводные (с электроприводом, гидроприводом, пневмоприводом), автономные (промышленные роботы, роботрейлеры с бортовыми компьютерами и програмным управлением); по конструкции: ленточные, роликовые, шнековые, пластинчатые, цепные, тележечные, тросиковые, спутниковые; по принципу действия: механические, пневматические, гидравлические, электромагнитные, волновые, гравитационные, на воздушной подушке; по расположению в пространстве: горизонтально замкнутые, вертикально замкнутые, подвесные, комбинированные; по непрерывности действия: непрерывные, пульсирующие; по функциональности: распределительные, рабочие.
При проектировании автоматических поточных линий выполняется ряд расчетов. В основном они не отличаются от расчетов неавтоматизированных линий, но имеются некоторые особенности.
Такт АПЛ определяется по формуле
где r – такт АПЛ (мин);
FН – номинальный годовой фонд времени работы линии в одну смену (час);
DСМ – число смен работы;
h – коэффициент технического использования АПЛ, учитывающий потери времени при различных неполадках в работе оборудования линий и затраты времени на подналадку;
QВЫП – плановое задание (кг).
При величине нормы времени отдельной операции линии больше такта линии за такт принимают норму времени лимитирующей операции.
где ТК – период времени для создания компенсирующего задела, т.е. промежуток времени непрерывной работы сменных участков АПЛ с разными тактами работы, мин;
rм и rБ – меньший и больший такты работы смежных участков (операций) АПЛ, мин.
Пульсирующие заделы создаются для поддержания ритмичности выпуска продукции. Их назначение - предупредить аритмию хода производственного процесса на отдельных операциях АПЛ.



 – суммарная экономия времени по сравнению с последовательным видом движения за счет частичного перекрытия времени выполнения каждой пары смежных операций.
– суммарная экономия времени по сравнению с последовательным видом движения за счет частичного перекрытия времени выполнения каждой пары смежных операций. .
.