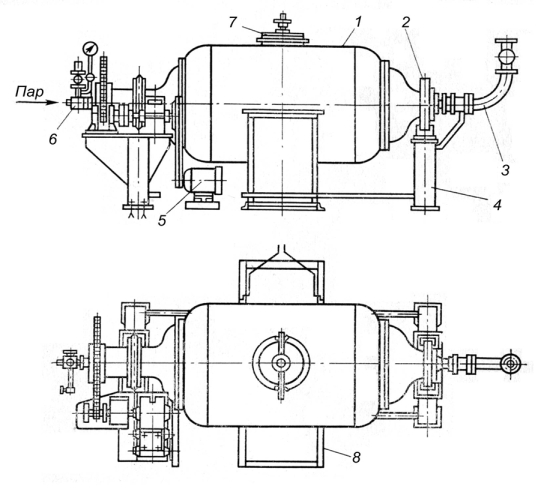
Для варки круп и бобовых в промышленности используют аппараты ВА-800М (рис. 15.4). При загрузке продукта аппарат устанавливают люком 7 вверх, после загрузки продукта и воды люк плотно закрывают крышкой с помощью специальной скобы и винта, завинчивая винт до отказа, и цилиндр 1, имеющий с торцовых сторон бандажи 2, которыми он опирается на роликовые подшипники, установленные на станине 4, приводят во вращение с помощью клиноременной передачи и электродвигателя 5. На внутренней поверхности цилиндра есть направляющие, с помощью которых при вращении цилиндра продукт перемещается от торцовых сторон к люку. В цилиндр (который может вращаться в обе стороны) подают пар через трубу 6 при открытом вентиле на трубе 3. После заполнения цилиндра 1 паром вентиль закрывают. В процессе варки наблюдают за показаниями манометра, не допуская перемещения стрелки за красную черту. По окончании варки аппарат останавливают, прекращают подачу пара и через трубу 3 сбрасывают давление. Люк 7 аппарата можно открывать только после того, как давление внутри цилиндра 1 снизится до нуля, и обязательно при открытом вентиле на трубе 3. После открытия люка начинают разгрузку, вращая аппарат. При перемещении люка вниз продукт вываливается в воронку 8 и оттуда направляется на следующий процесс.
Рис. 15.4. Варочный аппарат периодического действия ВА-800М
Крупы и бобовые содержат так называемые одорирующие вещества, придающие им в нагретом состоянии неприятный и непривычный запах и в некоторых случаях прогорклый привкус. Эти вещества легко переходят в пар и при смене его почти полностью удаляются.
При варке крупы и бобовых в герметически закрытом аппарате, каким является аппарат ВА-800М, пар конденсируется и впитывается продуктом, отчего одорирующие вещества не удаляются и остаются в продукте. Поэтому целесообразно варить крупы и бобовые острым проходящим паром.
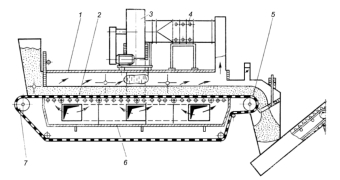
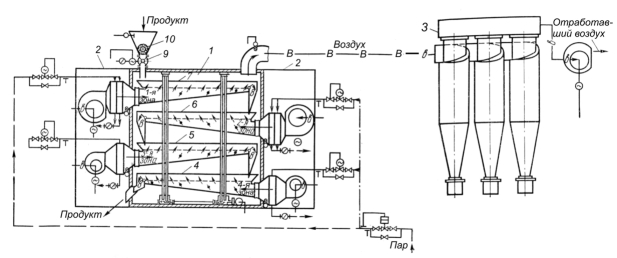
Непрерывнодействующий аппарат для варки круп 2А-КВА (рис.15.5) состоит из корпуса 1, транспортерной сетчатой ленты 2 с приводным 5 и натяжным 7 барабанами, паровой камеры 6 с пароподающими перфорированными трубками и рециркуляционного воздуховода с калорифером 4 и вентилятором 3.
Очищенная и промытая крупа (бобовые) подается в приемный бункер варочного аппарата и из него в камеру на движущуюся транспортерную ленту. Пар, выходя из пароподающих трубок, в паровой камере смешивается с воздухом, образуя паровоздушную смесь, которая, проходя через транспортерную сетчатую ленту, пронизывает движущийся продукт, нагревая его. Часть отработавшей паровоздушной смеси подогревается в калорифере и вентилятором направляется обратно в паровую камеру. Продукт на движущейся ленте перемешивается ворошителями, перемещается в конец варочной камеры и выгружается на транспортер, подающий его на следующий процесс. Аппарат работает без избыточного давления. Время варки крупы (бобовых) в этом аппарате составляет 20÷30 мин.
Рис. 15.5. Варочный аппарат непрерывного действия 2А-КВА.
Сушка вареных круп и бобовых. Сушка круп, как и гидротермическая обработка (варка), является сложным физико-химическим процессом. При сушке вода, поглощенная крахмалом, удаляется и частицы крахмала уплотняются, вследствие чего содержание водорастворимых веществ в крупе резко падает. Происходит и деформация самой крупинки. Образовавшиеся при варке капилляры сжимаются, крупинка уменьшается в объеме, ее способность набухать в воде резко падает. Снижение набухаемости происходит и вследствие образования высохшей корочки крахмала на крупинке. Для дальнейшей обработки важно, чтобы высушенная крупа обладала большей способностью набухать. Поэтому ее после сушки подплющивают, при этом происходит деформация самой крупинки и образовавшейся на ней корочки крахмала.
Для сушки вареных круп и бобовых применяют сушильные аппараты различных систем. Наиболее распространенными являются ленточные конвейерные сушилки СПК-4Г (рис. 15.6).
Сваренные до готовности крупы и бобовые направляют на первую ленту сушилки. После прохождения первой ленты влажность продукта снижается до 22÷26%. Перловую, пшеничную, овсяную и кукурузную крупы и горох, предназначенные для производства быстроразваривающихся концентратов, и крупы перловую, пшеничную, гречневую и рисовую, предназначенные для производства круп, не требующих варки, после прохождения первой ленты направляют на вальцовый станок для плющения. Если крупа предназначена для производства быстроразваривающихся концентратов, плющение осуществляют на вальцовом станке с гладкими валками одинакового диаметра. Валки Вытяж-ка вращаются навстречу друг другу с одинаковыми окружными скоростями. Величину зазора между валками устанавливают так, чтобы ткань зерна была нарушена, но зерно не измельчалось бы в крупку. Обычно зазор равен 1–2 мм.
При изготовлении крупы, не требующей варки, направляют на плющение гречневую и рисовую крупы с влажностью 23÷27%, перловую и пшеничную - с влажностью 18÷22%. Чтобы повысить степень деформации крупинки, что влечет за собой лучшую восстанавливаемость и набухаемость, применяют рифленые валки также с одинаковой частотой вращения. Зазор в этом случае устанавливают для гречневой крупы равным 0,4÷0,5 мм, для перловой и пшеничной - 0,3÷0,4 мм, для рисовой - 0,3 мм.
После плющения крупы направляют на вторую ленту сушилки и досушивают до 9÷9,5% влажности. Крупы, которые не плющат, сушат сразу до влажности 9÷9,5%.
Необходимо также обращать внимание на качество используемого для сушки воздуха - его способность поглощать влагу. Эта способность характеризуется относительной влажностью воздуха, т. е. отношением количества влаги, содержащейся в 1 м3 воздуха, к максимально возможному ее содержанию в этом же объеме при данной температуре. Чем ниже относительная влажность воздуха, тем больше он может поглотить влаги, тем выше его качество как сушильного агента.
Для определения относительной влажности воздуха сушилка должна быть оборудована специальными приборами – психрометрами, которые представляют собой два укрепленных рядом термометра, один из которых через тряпочку соединен с сосудом, в котором находится вода (мокрый термометр); другой термометр называется сухим. По показаниям этих термометров с помощью специальной таблицы определяют относительную влажность воздуха. Такие термометры следует устанавливать над каждой лентой сушилки.
Разница показаний сухого (tc) и мокрого (tм) термометров называется потенциалом сушки (р = tc - tм) и характеризует способность воздуха поглощать влагу. Чем больше эта разница, тем выше потенциал сушки и, следовательно, тем лучше протекает процесс сушки. В случае, если показания сухого и мокрого термометров одинаковы (tc = tм), а это возможно при полном насыщении воздуха влагой, воздух теряет способность насыщаться влагой, и процесс сушки прекращается - потенциал сушки равен нулю.
Во время работы ленточной конвейерной сушилки продукт, находящийся на первой ленте, при ее движении все время ссыпается на вторую ленту (или выводится из сушилки на вальцовый станок для плющения), со второй ленты на третью, с третьей на четвертую и с четвертой на пятую. Высушенный и охлажденный на пятой ленте продукт поступает на следующий процесс.
Воздух в сушилку подают под пятую ленту специальным вентилятором. Здесь он частично нагревается за счет тепла, теряемого продуктом на пятой ленте. Затем воздух проходит через ребристые калориферы, нагревается и пронизывает продукт, находящийся на четвертой ленте, и так далее до прохода через первую ленту, после чего он поступает в зонт сушилки и вентилятором выводится наружу.
При работе аппарата необходимо следить за тем, чтобы продукт равно-мерным слоем покрывал ленты сушилки: свободные от продукта места являются зонами холостого прохода воздуха и резко снижают КПД сушилки. КПД су-шилки также резко снижается, если воздух поступает в аппарат не только через пятую ленту, но и через неплотности ограждения.
Производительность ленточных конвейерных сушилок при сушке вареных круп и бобовых составляет (в кг/ч испаренной влаги): сушилки марок СПК-4Г-30 150, СПК-4Г-45 225, СПК-4Г-90 450. Рас-ход пара на 1 кг испаренной влаги состав-ляет примерно 2,1÷2,2 кг.
Сушку круп можно также осуществлять на сушилках других систем: «Эврика», ВИС-42-Д, А1-КВР.
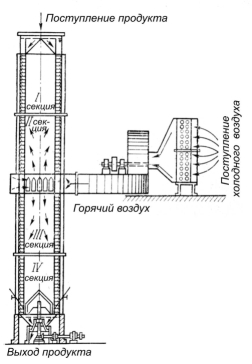
Сушилка шахтного типа «Эврика» выполнена из двух цилиндров разного диаметра, вставленных один в другой (рис. 15.7). Внутренний цилиндр изготовляют из перфорированной листовой нержавеющей стали с отверстиями, диаметр которых меньше размеров отдельных крупинок высушиваемого продукта. Внешний цилиндр образуется набором жалюзи.
Рис. 15.7. Схема сушилки "Эврика".
Сушилка «Эврика» экономичнее, чем ленточные конвейерные сушилки: расход пара составляет 1,8–2 кг на 1 кг испарен-ной влаги. Однако сушилка имеет ряд недостатков, вследствие которых применение ее ограничено. Существенными недостатками являются зависание продукта в сушильной камере из-за налипания материала на жалюзи и неорганизованный отбор отработавшего воздуха (выбрасывается прямо в помещение, где расположена сушилка).
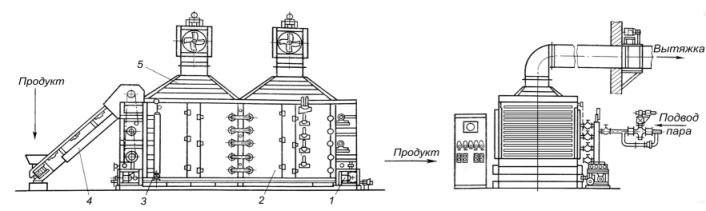
Для сушки круп в виброкипящем слое применяют сушильную установку А1-KBР (рис.15.8), состоящую из сушильной камеры 1, двух вентиляционно-калориферных станций 2 и батареи циклонов 3.
Рис.15.8. Схема сушилки А1-КВР.
В сушильной камере горизонтально расположены четыре металлических короба, по-парно (4 и 6, 5 и 7) смонтированных на вертикальных рамах, колеблющихся в вертикальной плоскости. Сушильные короба имеют перфорированные решета, регуляторы поступления воздуха и высоты продукта 8. На сушильной камере смонтированы роторный барабанный питатель 9 и ворошитель продукта типа «беличье колесо» 10.
Продукт поступает в сушилку через питатель. После накопления на первом решете продукт, подталкиваемый следующим потоком, перемещается вдоль решета и, достигнув заданного уровня, через течку пересыпается на второе решето, затем на третье и четвертое. Последнее служит для охлаждения крупы. Воздушный поток и вертикальные вибрации доводят продукт до псевдо-сжиженного состояния. Частицы продукта в виброкипящем слое перемешиваются и равномерно высыхают. Через порог четвертого решета продукт поступает на вибролоток и выводится из сушильной камеры.
Для передачи крупы на плющение в переходном патрубке первого сушильного короба имеется направляющая заслонка, при повороте ее крупа поступает в вибролоток и с его помощью выводится из камеры. Для приема крупы после плющения и подачи ее на второй короб в верхней части сушильной камеры установлен лоток. Режимы сушки круп и бобовых на различных сушилках приведены ниже.
Тип сушилки
Величины
Сушилка СПК
Температура воздуха над лентами, °С:
первой
50-55
второй
60-65
третьей
65-70
четвертой
60-65
Удельная нагрузка продукта на первую ленту, кг/м2
15-17
Продолжительность сушки, мин
45-50
Сушилка «Эврика»
Температура воздуха, °С:
· на входе в сушилку
80-90
на выходе из сушилки
45-50
Продолжительность сушки, мин
120-210
Сушилка А1-КВР
Температура воздуха, °С:
· на входе в 1-й короб
100-105
· на входе во 2-й и 3-й короба
120-140
на входе в 4-й короб
25-35
Продолжительность сушки, мин
25-30
Просев сушеных круп и бобовых. Высушенные крупы и бобовые необходимо освободить от мучели и комков, для чего их просеивают. Просеивателем может служить вибрационное сито, представляющее собой два сита: верхнее – металлическое, штампованное, с отверстиями диаметром 10 мм, и нижнее (сходовое) – металлическое, штампованное, с отверстиями диаметром 1 мм.
На верхнем сите отбирают комочки крупы, на нижнем отделяют крупу от мучели, которая проходит через сито. Комочки дробят и направляют на повторный просев. Очищенную крупу пропускают через магнитные заграждения для очистки от металломагнитных примесей. Готовую варено-сушеную крупу (бобовые) направляют в бункера рецептурно-смесительного отделения или фасуют в крафт-пакеты для отправки другим потребителям.
Нормы расхода сырья. При установлении норм расхода сырья в производстве варено-сушеных круп и бобовых учитывают засоренность сырья (по техническим условиям), потери влаги, так как влажность варено-сушеных круп и бобовых ниже влажности исходного сырья, потери сырья и готового продукта на различных стадиях технологического процесса.
Для определения норм расхода замеряют величины потерь и отходов по всему технологическому циклу. Полученные данные суммируют и выражают в процентах. Без практических замеров рассчитать нормы расхода сырья невозможно.
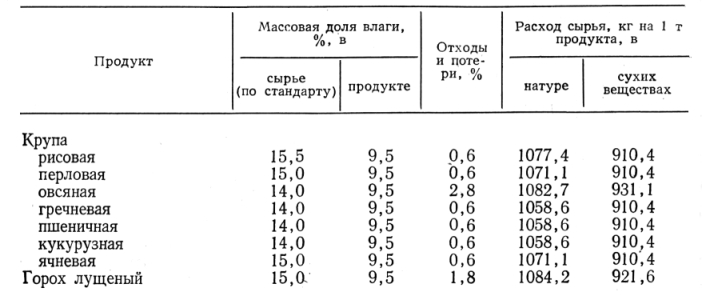
В табл.15.5 приведены принятые промышленностью потери и отходы в производстве варено-сушеных круп и бобовых и нормы расхода сырья на 1 т готовой продукции.
Таблица 15.5. - Потери и отходы в производстве варено-сушеных круп и бобовых и нормы расхода
сырья на 1 т готовой продукции.
Приведенные нормы отходов и потерь установлены при сушке круп на сушилках СПК-4Г, «Эврика» и ВИС-420. При использовании сушилок А1-КВР отходы и потери будут несколько больше за счет истирания крупы при виброкипении.
6. Производство крупо-овощных концентратов
Крупо-овощные концентраты первых и вторых обеденных блюд вырабатывают в виде физической смеси компонентов, расфасованной в пакеты из бумаги, ламинированной полиэтиленом или кашированной фольгой.
Для специальных целей эти концентраты могут также вырабатываться в брикетированном виде, с заверткой брикетов в пергамент и наружную этикетку из писчей бумаги.
Производство насыпных концентратов первых и вторых обеденных блюд в пакетах осуществляется на поточно-механизированной линии, которая оснащена контрольно-измерительными приборами, средствами автоматики, световой и звуковой сигнализацией.
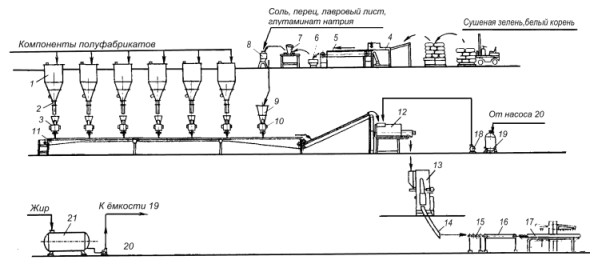
Технологическая схема производства насыпных концентратов представлена на рис.15.9.
Рис. 15.9. Технологическая схема производства насыпных концентратов.
Компоненты полуфабрикатов, идущие в концентраты большими дозами, - варено-сушеная крупа, макаронные изделия, сушеные мясо, картофель и другие - после предварительной подготовки собирают в резервные бункера 1. Из этих бункеров компоненты шлюзовыми затворами 2 передаются в унифицированные дозаторы непрерывного действия 3. Компоненты, идущие в концентраты малыми дозами, - сушеные морковь, лук, белый корень, зелень - подают на приемный стол 4 с приспособлением для разрыхления комков, затем инспектируют на ленточном конвейере 5 и направляют в приемный передвижной бункер 6.
Здесь резервируют также лавровый лист, перец молотый, соль, глутаминат натрия и другие добавки. Отсюда по мере необходимости их отвешивают согласно рецептуре на весах 7 и загружают в месильную машину периодического действия 8. Компоненты перемешивают в течение 4÷5 мин, затем смесь выгружают в бункер 9, откуда она поступает в унифицированный автоматический дозатор 10.
Автоматические дозаторы непрерывным потоком передают компоненты на сборный ленточный конвейер 11. Все дозаторы работают синхронно и в каждую единицу времени на ленту конвейера поступает заданное количество продукта.
Конвейером продукция передается в смесительную машину непрерывного действия 12. В эту же машину через насос-дозатор 18 непрерывной струей подается жир из резервной емкости 19.
Жир, поступающий в производство, резервируется в цистернах с обогревом 21 и по мере надобности насосом 20 передается в емкость 19.
Из смесителя 12 готовая смесь направляется в приемное устройство расфасовочного автомата 13.
Пакеты с готовой продукцией через отсчитывающее устройство 14 поступают в гофрокороб. Клапаны гофрокоробов заделывают на рольганге 15. Затем гофрокороба ленточным транспортером 16 направляются на обандероливающую машину 17, где их оклеивают лентой и маркируют.
7. Производство овощных концентратов
При производстве пищевых концентратов первых и вторых блюд, в рецептуру которых входит большое количество овощей и картофеля, например, борщей, щей, свекольника, супа картофельного, рагу овощного, брикетировать смесь на брикетных прессах не рекомендуется, так как при этом овощи сильно дробятся и кулинарно-подготовленные изделия имеют неприглядный вид.
Пищевые концентраты такого типа лучше всего выпускать расфасованными в пакеты насыпью. Однако для специальных целей (для дальних перевозок и т. п.) применяется брикетирование на гидравлических прессах.
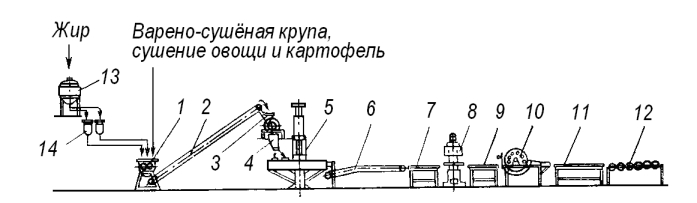
Рис. 15. 10. Технологическая схема производства пищевых концентратов первых
и вторых блюд с брикетированием на гидравлических прессах.
Технологическая схема производства пищевых концентратов первых и вторых блюд с брикетированием на гидравлических прессах представлена на рис. 15.10.
Варено-сушеную крупу, сушеный картофель, предварительно смешанные с декстринизированной пшеничной мукой, солью и пряностями, через соответствующие дозаторы загружают в смесительную машину 1, туда же после кратковременного перемешивания подают дозатором 14 растопленный в бачке 13 жир.
Хорошо перемешанную смесь выгружают на ленточный транспортер 2 и направляют в приемный бункер автовесов 3. Отвешенная на автовесах порция смеси направляется по распределительной течке 4 в кассеты гидравлического пресса 5, которые после заполнения подводят под пуансоны.
Полученные на гидравлическом прессе брикеты концентратов транспор-тером 6 подают на стол 7, где их укладывают в жестяную банку, обычно № 15. Заполненные банки герметически укупоривают на закаточной машине 8. Укупоренные банки устанавливают на столе 9, откуда их по мере накопления направляют в машину для смазки жиром 10. Если концентраты не предназначены для длительного хранения, банки можно не смазывать жиром.
Банки на столе 11 и рольганге 12 упаковывают в тесовые ящики. Ящики заколачивают, оклеивают бандеролью и отправляют на склад готовой продукции.
8. Технологические схемы производства концентратов кремов,
пудингов десертных и желе
Они относятся к группе пищевых концентратов сладких блюд (дессертов).
Сухие желейные кремы изготовляют по следующей технологической схеме. Сахар-песок просеивают на вибрационном просеивателе через металлотканное сито № 2÷2,5 и пропускают через магнитные заграждения. Молоко сухое цельное просеивают через металлотканное сито № 0,8÷1 и также пропускают через магнитные заграждения. Таким же операциям подвергают порошок какао. Агар инспектируют на столе, просушивают в шкафной сушилке при температуре не выше 60°С до влажности 6÷7%, дробят на молотковой дробилке (или вибромельнице), просеивают через металлотканное сито 2,5÷2,8 и пропус-кают через магнитные заграждения. Сход с сита № 2,5÷2,8 направляют на повторный помол.
Для получения кофейного экстракта жареный кофе инспектируют на столе, размалывают на молотковой дробилке (или вибромельнице), просеивают на вибропросеивателе через металлотканное сито № 0,8 и пропускают через магнитное заграждение. Сход с сита № 0,8 направляют на повторный помол.
Одну часть порошка кофе заливают 10 частями воды и кипятят в пароварочном котле в течение 10 мин. Смесь фильтруют через плотный фильтр. Полученный экстракт уваривают в вакуум-аппарате до содержания сухих веществ 40% (по рефрактометру). Уваренный экстракт используют в течение трех суток.
При использовании рецептуры с растворимым кофе его закладывают без подработки.
Подготовленное сырье смешивают в смесительной машине до однородной массы. При закладке в смесительную машину соблюдают следующую пос-ледовательность: сначала загружают сахар-песок, затем агар, ванилин, порошок какао или экстракт кофе и в последнюю очередь сухое молоко.
Смешивание в смесителе периодического действия продолжают 3÷4 мин; затем массу выгружают в приемник расфасо-вочного автомата. Брикетирование кремов не допускается. Пакеты с кремом укладывают в короба из гофрированного картона. Заполненные короба оклеивают бандеролью.
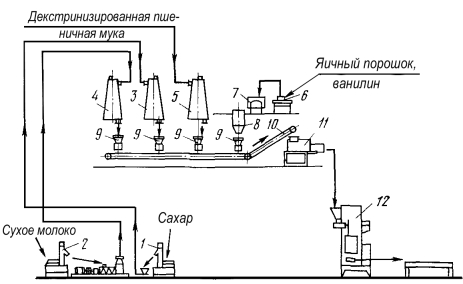
Технологическая схема производства заварных кремов представлена на рис. 15.11.
Сахарный песок на просеивателе 1 просеивают через металлотканное сито № 2–2,5, пропускают через магнитные заграждения и пневмотранспортом направляют в пневморазгрузитель 3. Сухое цельное молоко на просеивателе 2 просеивают через металлотканное сито № 1,2–1,6, пропускают через магнитные заграждения и пневмотранспортом направляют в пневморазгрузитель 4.
Рис. 15.11. Технологическая схема производства заварных кремов.
В качестве просеивателя для обоих продуктов можно использовать просеиватель «Пионер» или вибрационное сито. Декстринизированную пшеничную муку подготавливают и пневмотранспортом подают в пневморазгрузитель 5.
Пневмотранспорт целесообразно организовывать по замкнутому циклу, при этом потери продукта на распыл почти полностью ликвидируются. При отсутствии пневмотранспорта подача продукта может осуществляться по вертикали нориями, по горизонтали шнеками и ленточными транспортерами.
Яичный порошок в смесителе периодического действия смешивают с ванилином, порошком какао или кофе в смесителе 7, предварительно растарив продукты на столе 6. Готовую смесь через магнитоуловитель направляют в приемник 8.
Подготовленные полуфабрикаты дозируются дозаторами 9 непрерывного действия марки ДН-21У и транспортером 10 направляются в непрерывно работающий смеситель 11. Готовая смесь, проходя магнитную защиту, поступает на фасовочно-упаковочный автомат К5-КМХ-75 12, где расфасовывается в пакеты из полимерных материалов – по 50 г и больше. Максимально допустимый развес для индивидуальной продажи 350 г. Готовые короба с продуктом направляют в цеховой склад.
Допускается выработка заварных кремов в виде брикетов на брикетных прессах.
Брикеты заварных кремов при хранении легко «цементируются», и долго лежавшие брикеты очень трудно размять. Указанное обстоятельство осложняет использование брикетов заварных кремов для изготовления блюда. Выпускать заварные кремы в виде брикетов целесообразно только при особом назначении продукта, по согласованию с потребителем.
Все остальные продукты этой группы изготовляют по аналогичным схемам.
Желе и пудинги десертные выпускают только в расфасованном виде в пакетах или коробочках. В последнем случае для расфасовки используют расфасовочно-упаковочные автоматы АПБ.
9. Производство овсяных хлопьев «Геркулес»
Овсяные хлопья «Геркулес» относятся к овсяным диетическим продуктам. Существует две технологические схемы производства овсяных хлопьев «Геркулес»: так называемая полная схема, когда в качестве исходного материала используют крупяной овес, и короткая схема, при которой в качестве сырья применяют овсяную крупу, полученную со специальных крупозаводов. На пищеконцентратных предприятиях целесообразно производство овсяных хлопьев организовывать по короткой схеме (из крупы). В этом случае резко сокращаются перевозки сырья и вывоз кормовых отходов с предприятия. Так, если при изготовлении хлопьев из овса необходимо на 1 т готовой продукции завезти около 2 т крупяного овса и вывезти почти 1 т кормовых отходов, то при производстве хлопьев из крупы требуется завезти на 1 т готовой продукции немного больше 1 т крупы и вывезти около 20 кг отходов. Сокращаются также затраты на электроэнергию и топливо.
Однако при организации производства овсяных хлопьев из крупы нельзя механически отбросить все операции, связанные с ее производством и начать схему с пропарки крупы.
В короткой схеме производства приходится предусматривать дополни-тельную очистку и сортировку крупы на сепараторе и отделение от нее необ-руша, а также подсушку крупы перед отделением необрушенных зерен. Это объясняется тем, что крупяная промышленность вырабатывает овсяную крупу с допусками, которые не могут быть приняты в производстве овсяных хлопьез «Геркулес», особенно если учесть, что они являются продуктом, предназначен-ным для приготовления пищи без какой-либо подработки, и что такой процесс, как мойка перед варкой, исключается.
Так, например, содержание нешелушеных зерен в овсяной крупе высшего сорта, поставляемой крупяной промышлен-ностью, допускается 0,4%, а в крупе, поступающей на плющильный станок в производстве овсяных хлопьев, нешелушеных зерен должно быть не более 0,15%. Кроме того, товарная овсяная крупа на крупозаводах затаривается в мешки и не исключена возможность Попа-дания в нее посторонних предметов (обрывки шпагата, щепочки и т. п.), от которых надо освободиться. В связи с неоднородностью овсяной крупы по размеру необходимо также отделение мелкой крупы. Овсяную крупу нужно подсушивать, чтобы в дальнейшем при пропарке содержание влаги в ней не поднималось выше норм, допустимых для хлопьев «Геркулес».
На некоторых предприятиях в технологическом процессе предусматривают подсушку не крупы, а готовых хлопьев, перед расфасовкой. Сушка хлопьев взамен крупы не может быть рекомендована по следующим соображениям. Хлопья - очень нежный продукт, поэтому при транспортировке их в сушилках получается много отходов в виде мучели и лома, в то время как при сушке крупы никаких отходов нет. Кроме того, технологический эффект работы крупоотделительной машины при обработке круп с меньшей влажностью повышается, поэтому для более полного отбора необрушенных зерен и случай-ной зерновой примеси целесообразно крупу подсушивать перед сортировкой.
В связи со сказанным технологическая схема производства хлопьев «Геркулес» непосредственно из овсяной крупы несколько осложняется.
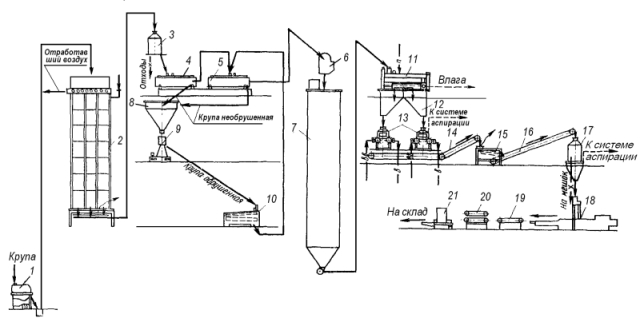
Поступающую в цех овсяную крупу направляют на зерновой сепаратор 1 (рис.15.12) для очистки от посторонних примесей, в том числе от ферропримесей, и отделения мелкой крупы и дробленки. На сепараторе устанавливают металлические штампованные сита с отверстиями следующих размеров (в мм): приемное сито - 4×20, сортировочное сито - 2,5×20, подсевное сито 1,5×15.
Рис.15.12. Технологическая схема производства хлопьев «Геркулес».
Сход с приемного сита, содержащий крупные примеси, направляют в отходы, проход с подсевного сита - мелкая крупа и сечка - также является отходом. Сходы с сортировочного и подсевного сит соединяют вместе и направляют на дальнейшую переработку.
Очищенную крупу подсушивают в сушилке 2 до содержания влаги 8%.
Крупу можно сушить на любых сушилках, используя в качестве сушильного агента нагретый воздух. Целесообразнее всего применять ленточные конвейерные сушилки СПК-4Г, сушилки с виброкипящим слоем или шахтные.
Подсушенную крупу пропускают через дуаспиратор 3 для отделения лузги и обрабатывают на крупоотделительных машинах (рабочей – 4 и контрольной – 5) для отделения необрушенных зерен и зерновой примеси.
Обрушенную крупу вторично обрабатывают на дуаспираторе 6 и резервируют в бункере 7.
Необрушенная крупа поступает в бункер 8, ее можно обрабатывать на шелушильном поставе 9 для снятия оболочки и в дальнейшем очищать вторично на крупоотделительиой машине 10, после чего соединять с основной массой. Однако в связи с малым количеством необрушенных зерен крупы во многих случаях организовывать их очистку бывает не целесообразно. В этом случае такие зерна идут в кормовые отходы.
Подработанную крупу пропаривают в шнековом пропаривателе 11. Пропаренная крупа темперируется в бункере 12, после чего поступает на плющильные станки 13.
Полученные хлопья системой ленточных транспортеров 14 подают на сортировочное сито 15, где от них отделяется мелочь. Затем хлопья ленточным транспортером 16 передаются в аспирационную колонку 17 для отделения лузги.
Готовые хлопья расфасовывают на автомате 18 в картонные коробки по 0,5 или 1 кг. Коробки штабелируют на устройстве 19–20 и упаковывают в крафтбумагу на автомате 21. Для упаковки используют упаковочный автомат ПУА-1.
Контрольные вопросы.
1. Какие продукты являются пищевыми концентратами?
2. Как классифицируют ассортимент пищевых концентратов?
3. В чём заключается особенность пищевых концентратов?
4. В чём заключается особенность пищевых концентратов первых и вторых блюд?
5. Какие операции входят в технологическую схему производства пищевых концентратов первых и вторых блюд?
6. В зависимости от характера и интенсивности технологической обработки на какие виды различают варено-сушеные крупы?
7. Расскажите процесс подготовки варено-сушеные крупы и бобовые.
8. Расскажите процесс производства крупо-овощных концентратов.
9. Расскажите процесс производства овощных концентратов.
10. Какие операции входят в технологическую схему производства концентратов заварных кремов?
11. Какие операции входят в технологическую схему производства овсяных хлопьев «Геркулес?