Тема: Технологические основы производствамакаронных изделий
План лекции
Сырье, используемое при производстве макаронных изделий.
Ассортимент и классификация макаронных изделий.
Основные стадии производства макаронных изделий.
Основные технологические схемы производства макаронных изделий.
Основные агрегаты макаронного производства - прессующее устройство и матрица
Нормирование расхода сырья в макаронном производстве.
Качество макаронных изделий.
Литература.
Богданов В.Д., Дацун В.М., Ефимова М.В. Общие принципы переработки сырья и введение в технологии производства продуктов питания: Учебное пособие.– Петропавловск-Камчатский: КамчатГТУ, 2007.–213 с.,(с.111÷120).
Конова Н.И., Назимова Г.И. Технологии перерабатывающих отраслей агропромышленного комплекса: Технология хлебопекарного, макаронного и кондитерского производств: Учебное пособие -/Кемеровский технологический институт пищевой промышленности. - Кемерово, 2005. – 156 с., (с.86÷104).
Медведев Г.М. Технология и оборудование макаронного производства. –М.: 1984.–280 с.
Чернов М.Е. Оборудование предприятий макаронной промышленности.–М.: 1987.–232 с.
Введение
Исторически доказано, что родиной макаронных изделий является Италия. В средние века прессующие устройства (устройству этих агрегатов посвящена отдельная глава) приводились в действие посредством лошадиной силы или на водяных мельницах, а при появлении первых машин появились паровые агрегаты.
Годом зарождения макаронной отрасли в на территории СНГ считается 1797, когда была открытия первая макаронная фабрика в Одессе.
Макаронные изделия представляют собой продукты, отформованные из пшеничного теста в виде трубочек, нитей, ленточек и фигурок и высушенные до влажности 13%. Они характеризуются хорошей сохраняемостью, транспортабельностью, быстротой и простотой приготовления из них пищи, а также высокой питательной ценностью и хорошей усвояемостью.
Макаронные изделия имеют ряд преимуществ перед наиболее распространенными продуктами питания. При хранении макаронные изделия не черствеют, как хлеб, и менее гигроскопичны по сравнению с сухарями, хорошо транспортируются и сохраняются (до года и более) без ухудшения вкусовых и питательных свойств. Макаронные изделия по пищевой ценности превосходят пшеничный хлеб, так как изготовляют их из пшеничной муки с максимальным содержанием белковых веществ. В них содержится 9÷13% белков, 75÷79% усвояемых углеводов, 0,9% жиров, 0,6% минеральных веществ и витамины В1, В2, РР и др. Калорийность макаронных изделий составляет 360 ккал/100 г. Усвояемость их организмом человека выше усвояемости крупы. Белки макаронных изделий усваиваются на 85%, углеводы - на 98% и жиры на 95%. Из них можно быстро приготовить блюдо, так как продолжительность их варки равна 5÷15 мин.
1. Сырье, используемое при производстве макаронных изделий
Основным сырье, применяем в макаронном производстве, является мука. ГОСТ 875–69 предусматривает использование в качестве основного сырья макаронного производства пшеничной муки высшего или I сортов. При этом изделия лучшего качества, имеющие янтарно-желтый или соломенно-желтый цвет, получаются из специальной макаронной муки высшего сорта (крупки), полученной размолом зерна твердой пшеницы или мягкой стекловидной пшеницы. Из макаронной муки I сорта (полукрупка твердой или мягкой стекловидной пшеницы) получаются изделия с коричневатым оттенком большей или меньшей интенсивности. Хлебопекарная мука высшего или I сортов, полученная размолом зерна мягкой пшеницы, применяется при отсутствии макаронной муки. Макаронные изделия, полученные из хлебопекарной муки высшего сорта, имеют обычно светло-кремовый цвет, а из муки I сорта – темно-кремовый с серым оттенком.
По внешнему виду макаронная крупка отличается от хлебопекарной муки крупнотой частичек (как у манной крупы) с желтоватым оттенком. Полукрупка состоит из более мелких частиц, чем крупка, и поэтому с более светлым оттенком (хотя и дает более темные макаронные изделия). Хлебопекарная же мука любого сорта состоит из порошкообразных частиц, причем чем ниже сорт муки, тем она имеет более темный оттенок.
Важнейшие показатели качества муки для макаронных изделий - цвет, крупность, количество и качество сырой клейковины. Из муки с низким содержанием клейковины получаются непрочные, крошащиеся изделия. Качество сырой клейковины должно быть не ниже второй группы. Выше ценится крупитчатая мука, так как она медленнее поглощает воду и образует пластичное тесто. Мука, используемая в макаронном производстве, не должна содержать в значительных количествах свободные аминокислоты, редуцирующие сахара и активную полифенолоксидазу (тирозиназу), вызывающую потемнение теста и ухудшение качества готовых изделий.
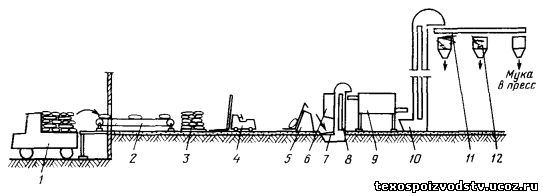
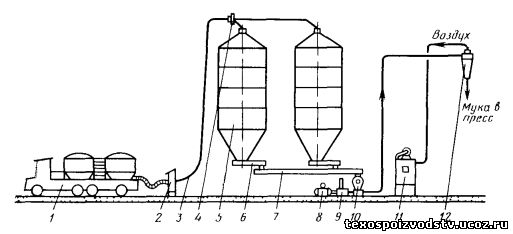
Склады муки бывают тарного хранения (в мешках) либо бестарного (в сыпучем состоянии). Как при тарном, так и при бестарном способе возможны разнообразные варианты схем хранения, подготовки и подачи муки к прессам.
На рис.11.1 показан возможный вариант схемы при тарном хранении муки, на рис.11.2 – при бестарном. В зависимости от принятой схемы в складах муки макаронных предприятий используют то или иное оборудование. Оборудование складов муки предназначено для приемки, хранения и транспортирования ее внутри склада и к макаронным прессам, а также подготовки к производству (очистки и взвешивания).
Вода является составной частью макаронного теста. Она обусловливает биохимические и физико-химические свойства теста. Используют водопроводную питьевую воду, которая должна быть умеренно жесткой и отвечать требованиям ГОСТ-а на питьевую воду.
Дополнительное сырьё, применяемое в макаронном производстве делится: на обогатительное, повышающее белковую ценность макаронных изделий; на вкусовые и ароматические добавки; улучшители; витаминные препараты.
Основным видом обогатительных добавок являются белковые обогатители, к которым относятся свежие яйца, яйцепродукты (меланж, яичный порошок), клейковина пшеничной муки, казеин, цельное и сухое молоко, молочная сыворотка и др.
Яйцепродукты добавляют из расчета 260÷400 яиц или 10÷15 кг меланжа на 100 кг муки.
Пищевая ценность макаронных изделий с добавкой 10% сухого молока почти такая же, как изделий, обогащенных яичными продуктами.
При использовании пшеничной клейковины содержание белковых веществ в изделиях может увеличиваться на 30÷40%. Клейковина является отходом при производстве пшеничного крахмала и использовании её в качестве обогатителя экономически целесообразно.
Применяются также белковые изоляты, получаемые из шротов сои, подсолнечника и других масличных культур. Они могут служить заменителями яичных продуктов.
В качестве вкусовых добавок при производстве макаронных изделий используют овощные и фруктовые соки натуральные, концентрированные или сухие. Чаще всего применяют томатную пасту и порошки из томатов.
Улучшителями служат поверхностно-активные вещества (ПАВ). Они способствуют повышению качества макаронных изделий, которые меньше слипаются при сушке и лучше сохраняют форму при варке.
С целью обогащения макаронных изделий можно использовать термоустойчивые водорастворимые витамины В1, В2, РР.
Качество макаронных изделий во многом зависит от проведения технологического процесса.
Современное макаронное производство представляет собой единую автоматическую поточную линию. Оно состоит из следующих основных операций: подготовки сырья, приготовления теста, формования макаронных изделий, сушки, упаковки.
2. Ассортимент и классификация макаронных изделий
В зависимости от формы макаронные изделия подразделяют на следующие типы: трубчатые, нитеобразные, лентообразные и фигурные. В свою очередь каждый из указанных типов изделий подразделяют на виды.
Трубчатые изделия в зависимости от размеров поперечного сечения делятся на виды: соломку (диаметр до 4 мм); особые (диаметр от 4,1 до 5,5 мм), обыкновенные (диаметр от 5,6 до 7 мм), любительские (диаметр более 7 мм). Толщина стенок трубчатых изделий должна быть не более 1,5 мм (допускается до 2 мм в количестве не более 5% от массы изделий в единице упаковки).
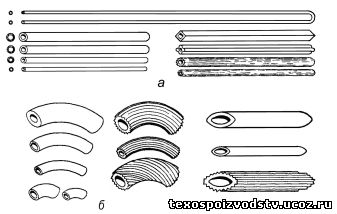
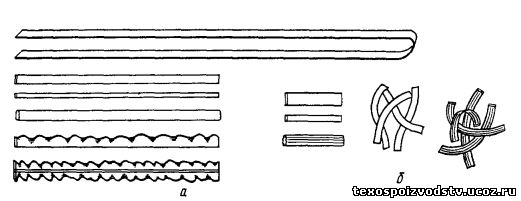
К трубчатым изделиям относят (рис.11.3): макароны - трубка с прямым срезом длиной не менее 15 см; рожки - изогнутая или прямая трубка с прямым срезом длиной от 1,5 до 10 см; перья - трубка с косым срезом длиной от 3 до 10 см.
Рис. 11.3. Трубчатые макаронные изделия: а – макароны, б – рожки, в - перья.
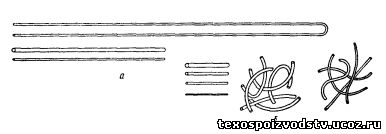
Нитеобразные изделия (вермишель) по размерам в сечении делятся на виды (рис.11. 4): паутинку (диаметр не более 0,8 мм); тонкую (диаметр не более 1,2 мм); обыкновенную (диаметр не более 1,5 мм); любительскую (диаметр не более 3 мм).
Рис. 11.4. Нитеобразные макаронные изделия: а – длинные, б – короткорезаные
Лентообразные изделия (лапша) выпускают различных наименований (рис. 11.5): гладкая или рифленая, с прямыми, волнообразными или пилообразными краями и т. д. Ширина лапши допускается любая, но не менее 3 мм, толщина ее должна быть не более 2 мм.
Рис. 11.5. Лентообразные макаронные изделия: а – длинные, б – короткорезанные.
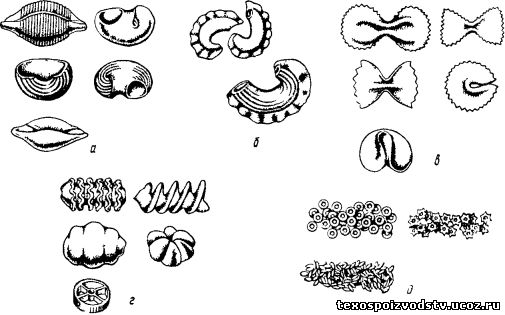
Фигурные изделия (рис.11.6) могут выпускаться любой формы и размеров, но максимальная толщина какой-либо части в изломе не должна превышать: для прессованных изделий 3 мм, для штампованных – 1,5 мм.
Рис. 11.6. Фигурные макаронные изделия: а - ракушки; б - гребешки; в - штампованные;
г - завитки; д - суповые засыпки
В зависимости от длины макаронные изделия делят на длинные (от 15 до 50 см) и короткие (от 1,5 до 15 см). Макароны изготавливают только длинными; вермишель и лапшу – как длинными, так и короткими; рожки, перья, фигурные изделия – только короткими.
Наконец, по способу формования короткие изделия делятся на короткорезаные и штампованные.
3. Основные стадии производства макаронных изделий
Процесс производства макаронных изделий состоит из следующих основных операций: подготовка сырья, приготовление макаронного теста, прессование теста, разделка сырых изделий, сушка, охлаждение высушенных изделий, отбраковка и упаковка готовых изделий.
Подготовка сырья. Заключается в просеивании муки, отделении от нее металломагнитной примеси, подогреве (температура муки должна быть не ниже 10°С), смешивании разных партий муки в соответствии с указаниями лаборатории фабрики.
Вода, предназначенная для замеса теста, подогревается в теплообменных аппаратах, а затем смешивается с холодной водопроводной водой до температуры, указанной в рецептуре.
Подготовка добавок заключается в размешивании их в воде, предназначенной для замеса теста. При использовании куриных яиц их предварительно моют, а если применяют меланж, то его предварительно размораживают.
Приготовление макаронного теста. Складывается из дозирования ингредиентов (муки, воды и добавок) и замеса теста.
Дозирование осуществляется при помощи дозаторов, которые подают муку и воду с растворенными в ней добавками непрерывным потоком в месильное корыто в соотношении примерно 1:3.
В месильном корыте идет интенсивное перемешивание муки и воды, увлажнение и набухание частиц муки – происходит замес теста. Однако в отличие от хлебного или бисквитного теста макаронное тесто к концу замеса представляет собой не сплошную связанную массу, а множество увлажненных разрозненных комков и крошек. Такое тесто непригодно для непосредственного прессования. Поэтому тестосмесители шнековых прессов условно относят к тестомесильным машинам, так как они не вымешивают тесто, а лишь равномерно увлажняют муку разбрызгиваемой водой. Дальнейшая обработка теста осуществляется в канале шнековой камеры пресса, где его крошкообразная масса под воздействием шнековой лопасти постепенно уплотняется и пластифицируется, приобретая структуру и свойства, необходимые для последующего формования. В шнековой камере происходит, таким образом, заключительная стадия формирования структуры макаронного теста, резко отличающейся от структуры хлебного теста.
В зависимости от влажности различают три типа замеса теста: твердый замес теста влажностью 28÷29%, средний замес теста влажностью 29,5÷31,0%, мягкий замес теста влажностью 31,5÷32,5%.
Наиболее распространен средний замес. Тесто при этом замесе мелкокомковатое, достаточно сыпучее, хорошо заполняет приемные витки шнека. Изделия после прессования хорошо сохраняют форму, не мнутся и не слипаются даже при раскладке и в насыпи в несколько слоев. При мягком замесе тесто пластично, легче формуется, изделия имеют гладкую поверхность, но медленнее высушиваются. При нижнем пределе влажные изделия быстрее высушиваются, но имеют худший внешний вид.
Тесто твердого замеса крошкообразное, малосвязное. Обрабатывать его трудно, процесс идет более замедленно, чем при других замесах. Употребляется редко, только для штампованных изделий сложной формы.
Тесто при мягком замесе крупнокомковатое, плохо заполняющее прессующий шнек. Сырые изделия из него легко мнутся, слипаются, вытягиваются. Поэтому применяют его только для изготовления очень гибких изделий, которые необходимо фигурно уложить, например в моток, бантик, «ласточкино гнездо» и т. д.
Температура оказывает, заметное влияние на структурно-механические и реологические свойства теста, которые в значительной степени определяют ход и результат прессования сырых изделий.
Различают три типа замесов в зависимости от температуры воды: теплый замес на воде температурой 55÷65°С; горячий замес на воде температурой 75÷85°С и выше; холодный замес на воде температурой 20÷25°С.
Теплый замес наиболее распространен. Он применяется для муки нормального качества с содержанием клейковины не менее 28%. Замешенное тесто – среднекомковатое, с большим содержанием мелких комков. Такое тесто сыпуче, хорошо заполняет приемные витки прессующего шнека. На теплой воде процесс замеса происходит быстрее, чем на холодной; быстрее увлажняются частицы муки, образуются клейковинные нити и скелет из них. Пластичность такого теста облегчает формование изделий, поверхность которых получается более гладкая, цвет – более желтый, чем при других замесах.
В тех случаях, когда на замес используется мука с пониженным содержанием клейковины или необходимо получить упругое вязкое тесто, то для замеса рекомендуется брать воду температурой 30÷45°С.
Горячий замес менее употребителен. Недостаток его заключается в том, что часть белков муки, непосредственно соприкасающейся с водой температурой 75÷80°С, денатурируется, в результате чего тесто частично теряет эластичность, связность.
При горячем или теплом замесах необходимо процесс вести так, чтобы температура теста в конце замеса не превышала 35÷38°С.
Горячий замес применяют только для муки из твердых пшениц с содержанием клейковины более 38,0% и чрезмерно упругой по качеству, когда необходимо получить менее вязкое и достаточно пластичное тесто.
Холодный замес применяют при формовке изделий сложной формы для получения очень вязкого и упругого теста: при изготовлении изделий, предназначенных для длитель-ного хранения.
Вакуумная обработка теста. Вакуумной обработкой теста достигается значительный технологический эффект: улучшаются реологические характеристики сырых изделий и внешний вид выпускаемой продукции, возрастает прочность, и существенно улучшаются кулинарные свойства макарон.
Встречаются два варианта обработки теста в вакууме: вакуумирование в шнековой камере пресса и в стадии замеса перед прессованием.
Выпускаются макаронные прессы с вакуумированием теста в последнем корыте тестосмесителя, т. е. перед прессованием.
Важным результатом вакуумной обработки и деаэрации теста является улучшение внешнего вида изделий. Полуфабрикаты, выпрессованные при любых давлениях, сильно уплотняются и, будучи еще сырыми, уже имеют стекловидную структуру во всем объеме. Если до прессования или во время его из теста не удалены включения воздуха, то в сырых полуфабрикатах мельчайшие пузырьки воздуха, находящиеся под давлением и, будучи сжатыми, при нагревании во время сушки расширятся и разрушат микроструктуру изделия. Даже визуально заметно, как невакуумированные сырые макароны с идеально гладкой и желтой поверхностью постепенно во время сушки приобретают матовый оттенок, подобно слабоматовому стеклу, усеянному мельчайшими белесыми крапинами. В этом изменении цвета и внешнего вида макарон повинен воздух, сохранившийся в массе теста во время прессования в виде сильно сжатых микропузырьков и разрыхляющий структуру поверхности изделий при сушке.
После вакуумной обработки подобного изменения цвета и внешнего вида макарон не наблюдается. Кроме того, деаэрация теста улучшает показатели качества макаронной продукции: увеличиваются плотность и прочность сухих изделий, улучшаются кулинарные свойства и т. д.
На основании проведенных исследований можно считать оптимальным следующий режим деаэрации макаронного теста в стадии его замеса: остаточное давление 4÷10 кПа; длительность вакуумирования 7÷5 мин. При этом режиме количество воздуха в массе готовых изделий составит по объему (в %): в изделиях из крупки 0,8, из полукрупки 0,9 и из хлебопекарной муки 1.
Прессование теста. Цель – уплотнить замешенное тесто, превратить его в однородную связанную пластичную тестовую массу, а затем придать ей определенную форму, отформовать ее. Формование осуществляется продавливанием теста через отверстия, проделанные в металлической матрице. Форма отверстий матрицы определяет форму выпрессовываемых сырых изделий (полуфабриката). Например, отверстия круглого сечения будут давать вермишель, прямоугольного – лапшу и т. д.
После вакуумной обработки макаронное тесто поступает в шнековую камеру. Там оно подвергается интенсивному механическому воздействию со стороны винтовой лопасти шнека, постепенно уплотняется, становясь плотной, упруго-пластичной и вязкой массой. Сформировавшееся в шнековой камере тесто нагнетается далее в небольшое предматричное пространство, заканчивающееся прессовой матрицей, через отверстия которой выпрессовывается благодаря давлению, созданному в шнековой камере. Это давление развивается вследствие сопротивления формующих отверстий матрицы истечению крутого макаронного теста. Величина его зависит от влажности и температуры теста, скорости прессования, площади живого сечения отверстий и их конфигурации, характера истечения теста через отверстия и ряда других взаимосвязанных факторов.
Тесто из высококачественных мучных продуктов можно формовать при пониженных (6÷7 МПа) давлениях, а тесто из низкокачественных продуктов - при высоких давлениях (10 МПа и выше).
Разделка сырых изделий. Разделка сырых изделий включает обдувку их воздухом для подсушки, резку по заданной длине и раскладку их на устройства для сушки. Цель этой совокупности операций заключается в подготовке массы выпрессованных изделий к наиболее продолжительной и трудоемкой стадии производства - сушке. Качество разделки сырых изделий в большой степени предопределяет результат сушки. Эта подготовка в зависимости от вида изготавливаемых изделий и применяемого сушильного оборудования заключается либо в раскладке сырых изделий на сетчатые транспортеры, рамки или в лотковые кассеты, либо в развесе длинных прядей сырых изделий на специальные сушильные жерди - бастуны.
Выпрессовываемые изделия перед резкой или во время резки интенсивно обдувают воздухом для получения на их поверхности подсушенной корочки. Это предотвращает прилипание сырых изделий к сушильным поверхностям и слипание изделий между собой во время сушки.
Обдувка изделий. Сырые изделия для быстрой подсушки их поверхности обдуваются воздухом с целью снижения пластичности и придания им упругости и устойчивости к деформациям, особенно к слипанию и искривлению.
Распространены два способа подачи воздуха к пряди изделий. Для большинства изделий и методов выполнения последующей операции - резки - применяется обдувка струей воздуха перпендикулярно пряди изделий. При резке на весу вермишели и лапши для получения более прямых изделий целесообразно обсушку вести продувкой воздуха вдоль пряди на определенной длине.
Обсушку надо производить воздухом, забираемым из цеха. Нельзя обдувать изделия холодным воздухом, так как на охлажденных изделия возможна конденсация влаги. Обдувку нужно вести так, чтобы не происходило растрескивание поверхностного слоя изделий.
Резка и раскладка изделий. Назначение резки - получить продукт определенной длины, обусловленной стандартом. Длинные макаронные изделия подвесной сушки разрезаются резательными устройствами саморазвесов, а изделия для кассетной сушки - с помощью специальных раскладочно-резательных машин.
Резка макарон- наиболее ответственная и трудоемкая операция разделки. При прессовании макарон для кассетной сушки выпрессованные пряди свисают под матрицей, достигая длины 1,5÷2 м, затем механически подхватываются и укладываются на кассеты, после чего их режут вручную или механически.
Короткорезаные изделия- вермишель, лапшу, рожки, фигурные изделия, суповые засыпки - режут специальными механизмами с одним или несколькими ножами, срезающими изделия непосредственно у отверстия матрицы или на весу на некотором удалении от матрицы. Скорость движения, количество ножей и способ резки меняют в зависимости от вида изделий.
В последнее время рекомендована новая технологическая схема разделки вермишели и лапши. По новой схеме вермишель и лапшу режут на весу на некотором расстоянии от матрицы, после того как изделия при обдувке немного обсохнут. Эту резку нужно осуществлять в комплексе с обсушкой сырых изделий методом просасывания воздуха вдоль пряди.
Раскладкой обеспечивается при сушке равномерный доступ воздуха ко всем частям огромной массы высушиваемой продукции.
Транспортирование короткорезаных сырых изделий от места их формования к сушилкам осуществляется пневмотранспортом или самотеком по наклонным спускам.
На тех же фабриках, где производство располагается в одном этаже или где сушилки находятся в верхних этажах, а прессы - внизу, пневматический транспорт применяется для перемещения сырых изделий мелкого ассортимента (вермишели, лапши, суповых засыпок и т.п.) на сушку. С технологической точки зрения это дает эффект в виде некоторого подсушивания продукта, и, кроме того, в процессе перемешивания изделий в струе воздуха исключаются склейки отдельных частиц продукта. Эти пневматические установки обычно работают по нагнетательной схеме, так как при этом не требуется пропускать материал через шлюзовой затвор и нет опасности возникновения пыли.
Длинные изделия для сушки в подвесном состоянии развешиваются ровными рядами на бастуны с помощью машин-автоматов, саморазвесов, входящих в состав поточных линий.
При выработке макарон на прессах с круглыми матрицами применяется кассетная сушка. На многих фабриках до недавнего времени применялись сдвоенные деревянные кассеты длиной 500 мм с прорезью на боковых стенках и катучие столы. Как только длина пряди достигнет 1,5÷2 м, под нее накаты-вается стол с уложенными на него кассетами, и всю прядь вручную отрезают вблизи матрицы. Затем через прорези кассет производится резка пряди на части длиной 250 мм.
В настоящее время применяются различные варианты механизации резки и раскладки трубчатых изделий при кассетной сушке.
Для резки всех видов коротких макаронных изделий, выпрессовываемых через круглую матрицу, например, пресса ЛПЛ-2М, применяется универсальный резательный аппарат. Срезанные макаронные изделия осыпаются по направляющим лоткам на ленту транспортера. Резательный аппарат является передвижным агрегатом, устанавливается под прессом в направляющие и с помощью поворотных колес легко передвигается.
Сушка изделий.Цель сушки - закрепить их форму и предотвратить возможность развития в них микроорганизмов. Это наиболее длительная и ответственная стадия технологического процесса, от правильности проведения которой зависит в первую очередь прочность изделий. Очень интенсивная сушка приводит к появлению в сухих изделиях трещин, а очень медленная сушка может привести к закисанию изделий.
На макаронных предприятиях используют конвективную сушку макаронных изделий – обдувание высушиваемого продукта нагретым воздухом.
Режимы конвективной сушки.Под термином «режим сушки» понимают совокупность параметров сушильного воздуха (температура, влажность, скорость), длительность сушки, наличие периодов сушки и отволаживания, их длительность и частота чередования.
Для сушки макаронных изделий наиболее широко распространены следующие режимы сушки: трехстадийный, или пульсирующий, режим; сушка воздухом с постоянной сушильной способностью; сушка воздухом с изменяющейся сушильной способностью; сушка с предварительной термообработкой сырых изделий.
В каждом режиме основная цель - не допустить возникновения опасных для растрескивания изделий больших градиентов влажности.
Трехстадийный режим сушкисостоит из трех этапов, или стадий. Первая стадия – предварительная сушка, целью которой является стабилизация формы сырых изделий, предотвращение их закисания, плесневения и вытягивания. Подсушка длится от 30 мин до 2 ч и ведется при сравнительно жестких режимах. В течение этого времени удаляется от одной трети до половины влаги от того количества, которое должно быть удалено из макаронных изделий.
Такое интенсивное обезвоживание за сравнительно короткое время возможно только на первом этапе сушки, когда макароны еще пластичны и не возникает опасности растрескивания.
Вторая стадия называется отволаживанием. Путем повышения относительной влажности воздуха добиваются размягчения корочки – увлажнения поверхностного слоя, в результате которого снижается градиент влажности и рассасываются возникшие напряжения. Этот процесс лучше проводить при сравнительно высоких температурах и относительной влажности воздуха, при которых скорость диффузии влаги увеличивается, а длительность отволаживания сокращается.
Третья стадия - окончательная сушка - проводится при мягком режиме, поскольку изделия находятся в области упругих деформаций. В этот период скорость испарения влаги с поверхности должна быть соизмерима со скоростью ее подвода из внутренних слоев к наружным. На этом этапе сушка обычно чередуется с отволаживанием.
Сушка при постоянном режиме.Непрерывная сушка при постоянной сушильной способности воздуха (режим второго типа) предельно проста в отношении регулирования параметров воздуха и процесса в целом. При таком режиме параметры воздуха остаются от начала до окончания сушки примерно постоянными.
Крупный недостаток этого режима заключается в том, что сушку приходится вести при высокой сушильной способности воздуха. Такой режим возможно применить для изделий, самых стойких к деформации: суповых засыпок и короткорезаных изделий. Сушка их происходит в более короткий срок, чем сушка длиннотрубчатых. Размеры их меньше. Они лучше поддаются всесторонней обдувке воздухом при пересыпании. И тем не менее короткорезаные изделия желательно сушить при мягком режиме, поскольку структурно-механические свойства теста и для этих изделий остаются теми же.
Сушка при изменяющейся сушильной способности воздуха. Этот способ сушки осуществляется в современных ленточных конвейерных паровых сушилках. В паровых ленточных конвейерных сушилках сушат вермишель и лапшу, рожки, перья и фигурные изделия.
Продукт на ленте транспортера распределяют равномерным по толщине слоем, отступая от краев ленты на 80÷100 мм. Дверцы и щиты сушильных камер плотно закрыты.
Для повышения качества готовых изделий устанавливают две сушилки последовательно. Это дает возможность увеличить длительность сушки и позволяет создать в первой сушильной камере подобие предварительной сушки, а во второй камере проводить окончательную сушку.
Сушка термообработанных изделий. Сущность того способа заключается в обработке сырых изделий паровоздушной смесью в течение 2 мин (трубчатые изделия) или 30 с (короткорезаные изделия) сухим паром с последующей сушкой при постоянных параметрах сушильного воздуха. Параметры паровоздушной смеси: температура 95÷98°С, относительная влажность 95%. Температура перегретого пара от 120 до 180°С.
Гигротермическая обработка изделий перед сушкой значительно сокращает процесс обезвоживания, так как позволяет применять жесткие режимы сушки без опасения появления трещин. При этом протекают два взаимосвязанных процесса: тепловая денатурация белков и клейстеризация крахмала. Последняя в условиях дефицита влаги не переходит границу клейстеризации первого рода. Денатурация белков ведет к снижению гидратации влаги белками теста и к упрочнению структуры последнего. Растрескивание изделий не наблюдается как в процессе сушки, так и при длительном хранении. Этому способствует также введение в процессе сушки заключительной технологической операции – стабилизации изделий, кото-рая по своей физико-химической сущности аналогична кондиционированию.
Стабилизация и охлаждение высушенных изделий. Этот процесс необходим для того, чтобы выравнять высокую температуру изделий с температурой воздуха упаковочного отделения. Если макаронные изделия упаковывать без охлаждения, то испарение влаги будет продолжаться уже в упаковке, что приведет к уменьшению массы упакованных изделий.
В изделиях, подвергавшихся сушке в жестком режиме, вследствие неравномерной линейной усадки возникают внутренние напряжения. Величина их может быть еще недостаточной, чтобы вызвать разрушение изделий, но если они сразу после сушки попадают на упаковку, то неизбежные при этом механические операции могут усилить внутренние напряжения и вызвать разрушение продукта. Необходимо перед упаковкой изделия выдержать в спокойном состоянии в течение определенного времени, достаточного для охлаждения, выравнивания влажности и снятия внутренних напряжений.
С этой целью в технологический процесс введено выстаивание, или стабилизация, изделий в соответствующих устройствах.
Наиболее предпочтительно медленное охлаждение высушенных изделий в специальных бункерах и камерах, называемых стабилизаторами-накопителями.
Назначение стабилизации - релаксация внутренних напряжений, обусловленных усадкой изделий при сушке, и постепенное охлаждение их до температуры воздуха упаковочного цеха. Охлажденные изделия, кроме того, не усыхают, что особенно важно.
Охлажденные изделия подвергают отбраковке, во время которой удаляют изделия, не отвечающие требованиям к их качеству, после чего изделия упаковывают.
Упаковка готовых изделий.Производится либо в мелкую тару (коробочки, пакеты) вручную или фасовочными машинами, либо насыпью в крупную тару (короба, ящики, бумажные мешки).
Процесс упаковки изделий включает подачу изделий на упаковочные столы или в бункера, сортировку, проверку изделий на магнитных сепараторах (для короткорезаных изделий), укладку в тару, включая уплотнение на вибраторе, взвешивание, забивание крышки, маркировку.
Сортировка осуществляется с целью отбраковки изделий, не удовлетворяющих требованиям стандартов. Основным признаком хорошего качества изделий служит отсутствие слитков, т. е. склеенных одна с другой трубок макарон, нитей вермишели или ленточек лапши. Трубки макарон при легком встряхивании должны свободно отделяться одна от другой. Недосушенные изделия необходимо отделить и отправить на досушку.
Степень шероховатости, пораженность изделий трещинами определяются органолептически, путем сравнения с эталонными образцами.
Особое внимание следует обращать на поражение изделий плесенью. Нередко она начинает развиваться внутри макаронной трубки в виде сети тончайших плесневых нитей. На поверхности изделий, пораженных плесенью, появляются пятна и полосы различного цвета - от белого до лилового или зеленоватого.
Признаки нестандартной продукции: присутствие слитков и комьев, плесень, наличие посторонних примесей, повышенные кислотность и влажность, сильное искривление и повышенная шероховатость, темный цвет.
Каждая партия короткорезаных изделий после пропускания через магнитный сепаратор подвергается контрольной проверке на содержание металлопримесей. Если они превышают норму, вся партия подвергается повторной магнитной проверке. Для этого магнит предварительно очищают от задержанных металлопримесей, после чего изделия повторно пропускают через магнитный сепаратор.
Макаронные изделия выпускают в фасованном и развесном виде.
Продукция фасуется в коробки или пакеты из бумаги, целлофана, лакированного целлофана или других упаковочных пленок, разрешенных Министерством здравоохранения для этих целей, массой нетто не более 1 кг. Указанные виды упаковок называются потребительскими и должны быть уложены в наружную тару. Отклонение в массе нетто допускается ±5 г. Внешняя упаковка макаронных изделий должна обеспечивать сохранность их при транспортировке и хранении.
Упаковка длинных макаронных изделий отличается от упаковки короткорезаных макаронных изделий. К первым предъявляются более жесткие требования по прямизне и прочности. Стрела прогиба макаронной трубки на длине 250 мм не должна превышать 3÷4 мм.
Правила хранения макаронных изделий. Макаронные изделия при хранении могут подвергаться порче, заражению амбарными вредителями и уничтожаться грызунами.
Причиной, вызывающей порчу изделий, чаще всего является плесневение вследствие повышения их влажности. Чем меньше влажность макаронных изделий, тем дольше они могут сохраняться без ухудшения питательных и вкусовых свойств. Изделия, предназначаемые для длительного хранения, не должны иметь влажность выше 11%. Влажность выше 16% уже становится опасной в отношении плесневения.
Попадание атмосферной влаги на поверхность тары во время, например, перевозки изделий или их увлажнение за счет конденсации пара на охлажденной поверхности в атмосфере теплого и влажного воздуха может привести к порче продукта.
Макаронные изделия весьма гигроскопичны и обладают повышенной адсорбционной способностью. В среде влажного воздуха они быстро увлажняются и в то же время могут устойчиво сохранять влажность вне опасной области (12÷13%) при относительной влажности воздуха 60÷65% и температуре 16÷18°С. С увеличением влажности воздуха постепенно возрастает и влажность макаронных изделий, поэтому помещение склада должно быть сухим и хорошо проветриваемым. Даже значительно увлажненные изделия могут быть спасены от порчи путем интенсивной вентиляции.
Макаронная продукция не боится низких температур и может храниться зимой в сухих неотапливаемых складах.
Благодаря отмеченной выше высокой адсорбционной активности макаронные изделия хорошо впитывают летучие вещества и долго сохраняют приобретенные посторонние запахи.
Помещение для хранения макаронных изделий должно быть чистым, сухим, хорошо проветриваемым, не зараженным амбарными вредителями. Продукцию, упакованную в картонные ящики и мешки, укладывают в штабеля, высота которых должна быть не более 6 ящиков или 7 мешков.
Срок хранения макаронных изделий, приготовленных без добавок, в указанных выше условиях установлен в один год.
Поверхность, на которую укладывают макаронные изделия, должна быть чистой, сухой, без постороннего запаха.
Правила хранения макаронных изделий сводятся к следующим основным требованиям:
Макаронные изделия, предназначенные для длительного хранения, должны быть высушены до влажности не более 11%, компактно уложены в тару и хорошо упакованы во избежание проникновения влаги и вредителей.
Резкие колебания температуры макаронных изделий могут вызвать их растрескивание. Нагретые изделия в процессе сушки должны медленно охладиться, и только после этого их можно отправить на склад. По той же причине не следует сильно охлаждать изделия при перевозке, сразу помещать в теплое помещение; нужно дать им прогреться медленно, постепенно.
При перевалках и транспортировке изделий ящики должны быть предохранены от повреждений и защищены от проникновения влаги и заражения вредителями.
Хранение и перевозка макаронных изделий вместе с ядовитыми, остро пахнущими и пылящими веществами не допускается.
Макаронные изделия следует хранить в сухих, летом в прохладных, хорошо проветриваемых помещениях; стены и потолок должны быть гладкими и побеленными, на пол нужно нанести асфальтовое покрытие, через пол и другие ограждения помещения склада не должны проникать грызуны и насекомые, щели и неплотности должны быть тщательно заделаны. Помещение склада должно быть приспособлено в первую очередь в отношении герметичности к проведению профилактических мер по предупреждению и уничтожению амбарных вредителей.
Относительная влажность воздуха в складе не должна превышать 60÷65%. В зимнее время отопление склада необязательно, однако склад должен быть оборудован вентиляционной и отопительной системами для поддержания при необходимости оптимальных параметров воздуха независимо от наружных атмосферных условий.
На складах штабеля с ящиками макаронных изделий должны иметь хороший доступ вентиляционного воздуха.
Штабеля ящиков с макаронными изделиями нужно укладывать на деревянные поддоны (расстояние от пола 15÷20 см) в равные ряды с разрывами, необходимыми для выполнения транспортных операций с автопогрузчиком. Не допускается установка ящиков с макаронными изделиями вплотную к стенкам и непосредственно на пол склада. Расстояние от стен должно быть не менее 0,5 м (по условиям пожарной безопасности).