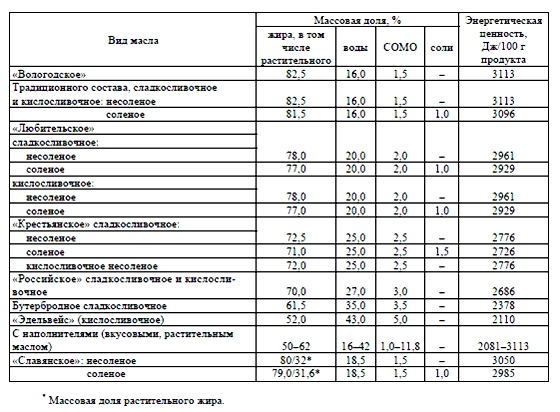
Сливочное масло – пищевой продукт, вырабатываемый из коровьего молока и состоящий преимущественно из молочного жира и плазмы, в которую частично переходят составные части молока. Состав и энергетическая ценность основных видов сливочного масла приведены в табл. 19.2.
Таблица 19.2. - Основные виды сливочного масла
Вкус и запах сливочного масла обусловлены наличием в нем веществ, одна часть которых переходит в него из исходного молока и сливок, а другая (бoльшая) часть образуется в результате тепловой обработки, физического и биологического созревания и др. Вкусовые компоненты сливочного масла – это диацетил, летучие жирные кислоты, некоторые эфиры жирных кислот, лецитин, белок, жиры и молочная кислота. Желтую окраску сливочному маслу придает β-каротин. В зависимости от содержания каротина масло имеет сочную с темно-желтым оттенком или бледно-желтую, а иногда почти белую окраску. Пищевая ценность сливочного масла обусловлена его химическим составом: молочным жиром, жирными кислотами, фосфолипидами, витаминами, минеральными веществами и др.
Кроме сливочного масла производят также комбинированное масло (со сложным сырьевым составом), жировые продукты – спреды и топленые смеси. Комбинированное масло вырабатывают из смеси молочных и «растительных» сливок. Последние получают на основе растительного масла или аналогов молочного жира.
Спред – эмульсионный жировой продукт с массовой долей общего жира 39÷95%. Для производства спредов использует-ся как молочное сырье (сливки, сливочное масло, молочный жир), так и немолочное (натуральные, фракционированные растительные масла). В зависимости от массовой доли жира спреды подразделяют на высокожирные (содержание жира 70÷95%), среднежирные (50÷69,9%) и низкожирные (39÷49,9%).
Топленая смесь – жировой продукт с массовой долей жира не менее 99%, вырабатываемый путем вытапливания жировой фазы из спреда.
В зависимости от состава сырья спреды и топленые смеси подразделяют на сливочно-растительные (массовая доля молочного жира в составе жировой фазы составляет не менее 50%), растительно-сливочные (15÷49%) и растительно-жировые, вырабатываемые только из немолочного сырья. При производстве спредов и топленых смесей используют пищевкусовые добавки, ароматизаторы и витамины.
Молочный жир восполняет энергетические затраты организма человека. Энергетическая ценность сливочного масла традиционного состава с массовой долей жира 82,5% составляет 31 130 кДж/кг, самого низкожирного сливочного масла «Эдельвейс» – 21100 кДж/кг, масла с наполнителями – 2081÷3113кДж/кг. Усвояемость сливочного масла колеблется в пределах 97÷98%.
Низкая температура плавления (27÷34оС) и отвердевания (18÷23оС) основных групп глицеридов способствует переходу молочного жира в пищеварительном тракте в наиболее удобное для усвоения жидкое состояние. В связи с этим сливочное масло рекомендуют больным функциональными расстройствами пищеварительных органов, а также для детского питания.
Для производства масла используют молоко и сливки. Помимо стандартных требований при производстве масла предъявляют особые требования к содержанию жира в молоке и химическому составу молочного жира. Для про-изводства масла используют молоко повышенной жирности. Сливки состоят из тех же составных частей, что и молоко, но с другим соотношением между жиром и плазмой, вследствие чего физико-химические свойства молока и сливок (плотность, кислотность и др.) различаются. Кислотность сливок измеряют в единицах титруемой кислотности (градусах Тернера) и активной кислотности – рН.
В зависимости от органолептических, физико-химических и микробиологических показателей сливки делят на высший, первый и второй сорта. Для выработки всех видов масла, кроме «Вологодского», можно применять сливки, полученные в результате сепарирования подсырной сыворотки.
При производстве масла принятое на предприятие молоко сепарируют при температуре 35÷40оС для получения сливок с заданной массовой долей жира. Затем сливки фильтруют для удаления механических примесей, пропуская через марлевые или лавсановые фильтры. Сливки, массовая доля жира в которых не соответствует норме, нормализуют, или смешивая их с цельным или обезжиренным молоком, или на сепараторе-нормализаторе. Все сливки, предназначенные для производства масла, подвергают тепловой обработке при температуре 85÷110оС (в зависимости от вида вырабатываемого масла) с целью воздействия на микрофлору и инактивации микробной липазы и пироксидазы. При необходимости производят дезодорацию сливок с целью удаления посторонних запахов и привкусов, совмещая ее с тепловой обработкой. Для дезодорации сливки вначале нагревают до температуры 80оС, затем направляют в вакуум-дезодорационную установку, где их кипят в течение 4÷5 с при разрежении 0,04÷0,06 МПа и температуре 65÷70оС.
Существует два основных способа производства сливочного масла: сбивание сливок в маслоизготовителях периодического и непрерывного действия и преобразование высокожирных сливок.
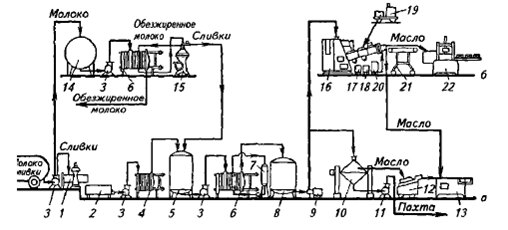
Технология масла способом сбивания сливок предусматривает выполнение следующих операций: приемки молока, его охлаждения, хранения, нагревания, сепарирования, тепловой обработки сливок, низкотемпературной их подготовки (физическое созревание сливок), сбивания сливок, промывки масляного зерна, посолки масла (только для соленого масла), механической обработки, фасования и хранения масла (рис. 19.4). Для выработки масла способом сбивания в маслоизготовителях непрерывного и периодического действия используют сливки с массовой долей жира 32–50%.
Рис. 19.4. Схема технологической линии производства масла способом сбивания:
1 – весы; 2 – приемная ванна; 3 – насос; 4 – пластинчатый теплообменник; 5 – емкость для сливок; 6 – пластинчатая пастеризационно-охладительная установка; 7 – дезодоратор; 8 – емкость для созревания сливок; 9 – винтовой насос; 10 – маслоизготовитель периодического действия; 11 – насос для пахты; 12 – гомогенизатор-пластификатор; 13 – машина для фасования масла в короба; 14 – емкость для молока; 15 – сепаратор-сливкоотделитель; 16 – маслоизготовитель непрерывного действия; 17 – бачок для пахты; 18 – бачок для промывной воды; 19 – устройство для посолки масла; 20 – устройство для дозирования воды в масло; 21 – конвейер для масла; 22 – автомат для фасования.
После тепловой обработки сливки быстро охлаждают до температуры ниже точки отвердевания молочного жира и выдерживают определенное время. При этом отвердевает молочный жир внутри жировых шариков, изменяются состояния их оболочек и свойства сливок (устойчивость эмульсии и дисперсность жира, вязкость сливок). Только при наличии отвердевшего жира при сбивании сливок можно выделить молочный жир в виде масляного зерна и обеспечить хорошую консистенцию сливочного масла.
Сущность сбивания сливок заключается в разрушении оболочек и агрегации (слипании) жировых шариков, заканчивающейся образованием массляного зерна. Температуру сбивания сливок устанавливают с учетом химического состава жира, зависящего от времени года, жирности сливок и степени отвердевания жира. Во время сбивания температура сливок повышается вследствие превращения механической энергии в теплоту. После сбивания масляное зерно размером 2÷5 мм приобретает упругую консистенцию. Массовая доля жира в пахте должна быть минимальной. В дальнейшем с целью создания неблагоприятных условий для развития микроорганизмов масляное зерно промывают. При этом часть плазмы удаляется вместе с водой, вследствие чего уменьшается содержание питательных веществ, но стойкость масла при хранении повышается. Температура воды должна соответствовать температуре пахты. В промытом сливочном масле (сухого обезжиренного молочного остатка) СОМО составляет 0,8÷1,0%.
После промывки масло направляют на посолку с целью придания ему соленого вкуса и повышения стойкости при хранении (массовая доля соли в масле не превышает 1,5%). Посоленное масло механически обрабатывают с целью формирования из разрозненных масляных зерен сплошного пласта масла, регулирования содержания воды, равномер-ного распределения и диспергирования воды и получения масла требуемой структуры и консистенции. Несоленое масло обрабатывают сразу после промывки, а соленое – после посолки или одновременно с ней. Структура масла должна быть однородной и пластичной. Во время механической обработки регулируют состав масла по содержанию в нем воды и газовой фазы. Регулирование состава масла осуществляют различными способами в зависимости от типа маслоизготовителя. Готовое масло выгружается в специальные тележки, из которых оно подается в тару или бункер автомата для фасования.
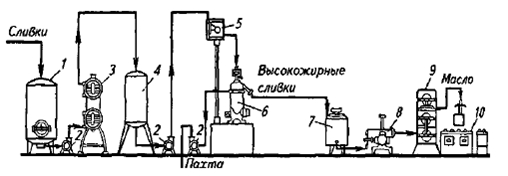
Технология масла способом преобразования высокожирных сливок включает приемку молока, охлаждение, хранение, подогревание, сепарирование молока (получение сливок средней жирности), тепловую обработку сливок, сепарирование сливок (получение высокожирных сливок), посолку (только для соленого масла), нормализацию высокожирных сливок по влаге, термомеханическую обработку высокожирных сливок, фасование и термостатирование масла, хранение масла (рис.19.5). Высокожирные сливки получают путем сепарирования сливок средней жирности (32÷37%). Для этого сливки после пастеризации направляют на сепаратор. Температуру сепарирования поддерживают на уровне 65÷70оС. Более высокая температура сепарирования приводит к быстрому испарению воды с поверхности продукта, снижению стабильности оболочек жировых шариков и увеличению количества деэмульгированного жира.
Рис. 19.5. Схема технологической линии производства масла способом преобразования высокожирных сливок:
Полученные высокожирные сливки с температурой 60÷70оС поступают в емкости для нормализации. Сливки нормали-зуют обычно по содержанию воды, а в ряде случаев – по жиру и (сухого обезжиренного молочного остатка) СОМО пахтой, молоком, сливками, молочным жиром и др. Массовая доля воды, жира и СОМО в нормализованных сливках должна соответствовать массовой доле этих компонентов в получаемом масле. Каротин вносят в высокожирные сливки тонкой струей при непрерывном перемешивании в течение 4÷8 мин.
После нормализации и тщательного перемешивания сливки направляют в маслообразователь для термомеханической обработки. Процесс ведется при периодическом перемешивании. В маслообразователе сливки охлаждаются и подвергаются механическому воздействию для получения масла. Термомеханическую обработку осуществляют, интенсивно охлаждая высокожирные сливки от 60÷70 до 20÷23оС (температура ниже начала кристаллизации основной массы глицеридов молочного жира), а затем вновь понижают температуру от 20÷23 до 11÷17оС. Конечную температуру охлаждения определяют с учетом содержания в молочном жире высокоплавких глицеридов и выбирают с таким расче-том, чтобы обеспечить максимально возможную степень их отвердевания во время обработки в маслообразователе.
Преобразование высокожирных сливок в масло во время термомеханической обработки – сложный физико-химический процесс, включающий обращение фаз, массовую кристаллизацию глицеридов, формирование пространственной структуры масла (первичное структурообразование). В процессе термомеханической обработки первичная структура частично разрушается, продукт находится в текучем состоянии и в таком виде поступает из маслообразователя в тару. Свежевыработанное масло содержит сравнительно высокую массовую долю твердого жира (30÷38%). При этом часть жира находится в переохлажденном состоянии, вследствие чего продукт, попадая в тару, в течение 20÷90 с отвердевает.
При термостатировании свежевыработанного масла в две стадии (стадия вторичного структурообразования и стадия окончательного формирования) происходит формирование его структуры. Продолжительность стадии вторичного структурообразования зависит от температуры. Стадия вторичного структурообразования завершается в основном через 3÷4 ч – при температуре 14оС и через 2¸3 ч – при температуре 16оС. Стадия окончательного формирования структуры завершается в процессе холодильного хранения масла и составляет 3÷4 недели при температуре 5 – минус 10оС.
Масло всех видов фасуют в виде монолитов массой 20 кг в картонные ящики, выстланные внутри пергаментом или кашированной фольгой, а также в дощатую тару при массе продукта 25,4 кг. Маслодельные заводы, имеющие фасовочные автоматы, выпускают мелкофасованное масло. Расфасованное масло хранят при относительной влажности, не превышающей более 80%. Фасо-ванное монолитами масло хранят при положительной температуре (не выше 5оС) не более 3 суток, при отрицательной (минус 5оС) – до 10 суток.
В масле могут быть выражены различные пороки вкуса и запаха, консистенции, цвета, обусловленные, как правило, качеством используемого сырья, нарушением технологических режимов производства, условий хранения и транспортирования продукта.
Производство подсырного масла. Подсырное масло вырабатывают из сливок, получающихся при сепарировании сыворотки, которая является побочным продуктом при производстве сыра и творога. Низкожирные сливки подвергают повторному сепарированию для повышения их жирности до 25÷28%. Последующие операции выполняются аналогично технологии производства сливочного масла.
Подсырное масло используется в основном для выработки топленого масла. Хранят подсырное масло при температуре не выше 5оС до 40 суток, а при температуре минус 10 – минус 15оС – до 2 месяцев.
Производство масла, подвергнутого тепловой или механической обработке. К указанному виду относится плавленое, пастеризованное, стерилизованное и топленое масло.
Плавленое масло. Плавленое, или гомогенизированное, масло отличается высокой стойкостью при хранении. При плавлении масла (температура 30÷32оС) частицы воды равномерно распределяются в жидком слое и оказываются полностью изолированными друг от друга, образуя эмульсию, структура которой сохраняется при последующем отвердевании масла. Такая структура не способствует микробиальным процессам порчи, а герметичная упаковка снижает вероятность протекания окислительных процессов. Расплавленное масло разливают в металлические лакированные банки и герметично укупоривают. Срок хранения плавленого масла при температуре от 2 до минус 5оС составляет больше года.
Пастеризованное масло. Высокожирные сливки (82,5%) разливают в жестяную тару, закатывают на вакуум-закаточных машинах и направляют на пастеризацию при достижении температуры в центре банки 92оС и выдержке 30 мин. После этого температуру снижают до 35÷40оС и выдерживают банки в течение 4 ч. Далее повторяют пастеризацию при 96-98оС с выдержкой в течение часа. Споры микроорганизмов, оставшиеся после первой пастеризации, прорастают при температуре 35÷49оС и полностью уничтожаются повторной пастеризацией. По окончании пастеризации продукт медленно охлаждают и направляют на хранение. Пастеризованное масло хранят в течение 6 месяцев.
Стерилизованное масло. Свежеполученные высокожирные сливки разливают в металлические банки, покрытые лаком, герметизируют под вакуумом и направляют на стерилизацию, которую проводят при температуре 120оС в течение 45 мин. Высокожирные сливки, подвергшиеся стерилизации, по внешнему виду напоминают масло, однако по структуре остаются сливками. При медленном охлаждении банок сначала до температуры 60оС, а потом до 8÷10оС происходит преобразование сливок в масло. Стерилизованное масло хранят в течение года.
Топленое масло представляет собой чистый молочный жир, освобожденный от плазмы (водной фазы). Его получают путем перетопки сливочного или подсырного масла. В топленом масле массовая доля жира должна быть не менее 99%, воды – не более 0,7%. Масло плавят в специальных плавителях, где оно нагревается до температуры 60÷65оС, затем пастеризуется при температуре 90÷95оС и направляется в емкости для отстоя жира. С целью ускорения технологического процесса расплавленное масло подвергают двукратному сепарированию. Затем масло охлаждают до 35оС и подают на расфасовку.
Хранят топленое масло при температуре 0 – минус 3оС и влажности воз-духа 80%: в стеклянной таре – до 3 месяцев, во флягах и бочках при темпера-туре минус 3 – минус 6оС – до года.
5. Технология молочных консервов
Сгущенные молочные консервы подразделяют на следующие виды:
консервированные повышением осмотического давления путем добавления сахарозы (молоко, сгущенное с сахаром, сливки, сгущенные с сахаром, молоко обезжиренное, сгущенное с сахаром, какао со сгущенным молоком и сахаром, кофе со сгущенным молоком и сахаром, какао со сгущенными сливками и сахаром).
Технологический процесс производства молочных консервов включает такие операции, как приемка молока, очистка, охлаждение, кратковременное хранение, нормализация, пастеризация, сгущение и охлаждение.
Молоко принимают в соответствии с требованиями стандарта (ГОСТ 13264). При этом оценивают вкус, запах и цвет молока, определяют механическую и бактериальную загрязненность, кислотность, плотность и содержание жира. Для очистки молока от механических примесей применяют сепараторы, т. е. молокоочистители.
Нормализация – это операция по повышению или понижению массовой доли жира или сухих обезжиренных веществ при обработке питьевого молока или отдельных молочных продуктов (кисломолочные продукты, творог, молочные консервы и т. д.), при этом для нормализации используют сливки или обезжиренное молоко. Состав молочных консервов по содержанию воды, сухих веществ и жира должен соответствовать требованиям стандарта. Для достижения этой цели предварительно составляют смесь, в которой соотношение между содержанием жира и сухого обезжиренного молочного остатка (СОМО) соответствует требуемому соотношению между этими компонентами в готовом продукте. Нормализацию молока осуществляют по специальным формулам и таблицам.
Пастеризацию молочной смеси производят для уничтожения микрофлоры и снижения разности между температурой молока, поступающего в вакуум-аппарат, и температурой его кипения при сгущении. Пастеризацию проводят при температуре 87÷95оС. Затем молоко быстро охлаждают (при производстве сгущенных сливок) и гомогенизируют для предупреждения отстоя жира.
Сгущение молочной смеси производят в специальных вакуумных выпарных установках. Сюда же поступают соответ-ствующие рецептуре наполнители: сахарный сироп, кофе и какао. Молочная смесь сгущается в результате кипения и испарения. Для выработки молочных консервов применяют вакуумное выпаривание при температуре 50÷70оС. В таких условиях свойства молока почти не изменяются.
Сгущенное молоко с сахаром, сгущенное нежирное молоко с сахаром, какао и кофе со сгущенным молоком и сахаром, кофе со сгущенными сливками и сахаром, сгущенные сливки с сахаром расфасовывают в жестяные банки № 7 (325 см3), алюминиевые тубы и деревянные или фанерно-штампованные бочки емкостью 50 дм3. В крупную тару расфасовывают молоко, предназначенное для промышленной переработки на кондитерских фабриках, столовых и т. п.
Банки предварительно моют горячей (85÷95оС) водой, обрабатывают острым паром и сушат горячим воздухом (120оС). Наполненные продуктом банки закатывают на автоматической закаточной машине и направляют на склад готовой продукции. Сгущенные молочные консервы с сахаром хранят при температуре 0÷10оС и влажности 75÷85% не более года в герметичной таре и не более 8 месяцев в негерметичной таре (бочках). Замораживание сгущенной продукции при низких отрицательных температурах не отражается на ее свойствах.
При производстве сгущенного стерилизованного молока и сливок последовательность операций сохраняется. Характерные отличия заключаются в двух операциях. Нормализованную смесь пастеризуют при 95оС с выдержкой 10 мин, а после сгущения молоко направляют на гомогенизацию. Второй отличительный момент заключается в том, что после расфасовки молока или сливок в банки их подвергают стерилизации. Стерилизовать молоко можно и до расфасовки, нагревая его в потоке при температуре 130÷150оС в течение 2÷3 мин с последующим охлаждением, гомогенизацией, розливом в банки и направлением на склад готовой продукции.
Стерилизацию продукта в банках производят при температуре 117оС в течение 15÷20 мин (с предварительным подогревом в течение 30÷35 мин). Стерилизация сгущенного молока и сливок вызывает некоторые изменения его компонентов. Молочный сахар частично вступает в реакцию с белками, в результате чего образуются меланоидины, изменяющие цвет продукта от белого до желтого или кремового. Казеин молока и жировая фаза практически не изменяются.
Хранят сгущенную продукцию без сахара при температуре 0÷10оС и влажности не выше 85% не более 12 месяцев, при температуре не выше 20оС – 4 месяца. Отрицательные температуры могут вызвать изменение консистенции сгущенного стерилизованного молока и сливок.
Контрольные вопросы.
В чем состоит сущность технологического процесса производства кефира?
В чем состоит сущность технологического процесса производства сметаны?
В чем состоит сущность технологического процесса производства творога?
В чем состоит сущность технологического процесса производства плавленого сыра?
В чем состоит сущность технологического процесса производства натурального сычужного сыра?
Назовите способы производства сливочного масла. Дайте краткую характеристику каждому способу.
Какие требования предъявляют к качеству молока и сливок в маслоделии?
Приведите схему технологического процесса производства масла способом сбивания.
В чем состоит сущность сбивания сливок? Назовите факторы, влияющие на сбивание сливок.
Приведите схему технологического процесса производства масла способом преобразования высокожирных сливок.
Как можно получить высокожирные сливки?
Как нормализуют высокожирные сливки?
При каких режимах хранят масло?
Приведите классификацию молочных консервов.
Каким образом производится сгущение молочной смеси?