ЛАБОРАТОРНАЯ РАБОТА № 1 Тема: Определение длительности производственного цикла
09.10.2014, 17:29
МИНИСТЕРСТВО ОБРАЗОВАНИЯ АЗЕРБАЙДЖАНСКОЙ РЕСПУБЛИКИ
АЗЕРБАЙДЖАНСКИЙ ТЕХНОЛОГИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра «Технология пищевых продуктов»
ЛАБОРАТОРНАЯ РАБОТА № 1
ПО ДИСЦИПЛИНЕ «ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ПРОИЗВОДСТВА»
Тема: Определение длительности производственного цикла
Специальность: İİ 05.04.05 – «Организация и управление промышленности»
Преподаватель: кандидат технических наук, доцент
БАЙРАМОВ ЭЛЬДАНИЗ ЭНВЕР оглы
Г Я Н Д Ж А - 2014
ЛАБОРАТОРНАЯ РАБОТА № 1
Тема: Определение длительности производственного цикла
Цель работы – освоить методику расчёта продолжительности производственного цикла.
Задание:
1. Изучить методику определения продолжительности производственного цикла.
2. Провести расчёт производственного цикла замеса хлебопекарного теста.
Методические указания: При подготовке к занятию необходимо изучить материалы по литературе [1, Непомнящий Е.Г. Экономика и управление предприятием: Конспект лекций. Таганрог: Изд-во ТРТУ, 1997.– 374 с.; 2,Осипова Г. И., Миронова Г. В. Экономика и организация производства. Учебное пособие.− М.: МГУП, 2003. − 322 с.; 3,Экономика и организация производства: Учебное пособие. /А.С. Мустафина, А.Н. Кирюхина. Кемеровский технологический институт пищевой промышленности. – Кемерово, 2006.– 130 с.,(с.83÷92); 4, Аврашков Л.Я. Адамчук В.В., Антонова О.В., и др. Экономика предприятия.- М., ЮНИТИ, 2001.; 5, Вильям ДЖ. Стивенсон Управление производством. - М., ЗАО «Изд-во БИНОМ», 2000.; 6, Грузинов В.П., Грибов В.Д. Экономика предприятия. Учебное пособие.-М.:ИЭП, 2004.; 7, Калачева А.П.Организация работы предприятия.-М.:ПРИОР, 2000.- 431с.; 8, Сергеев И.В. Экономика предприятия: Учеб. пособие. – 2-е изд., перераб. и доп. – М.: Финансы и статистика, 2004. – 304с.] и лекциям дисциплины (см. лекция № 3).
Определение продолжительности производственного цикла. При определении продолжительности производс-твенного цикла обычно рассчитывают длительность трех его составляющих: длительность технологической части цикла, время перерывов по различным причинам и время естественных перерывов, если они предусмотрены технологическим процессом. Остальные элементы длительности производственного цикла либо имеют незначительную величину, например время подготовительно-заключительное, либо они выполняются в течение времени перерывов по различным причинам, например, время на выполнение транспортных операций, время учета и упаковки продукции.
Длительность операционного цикла обработки материала (или партии деталей) на одной операции То определяется по формуле:
То= n·t /c,
где n – количество изделий или деталей в партии; t – время обработки одного изделия или одной детали, мин; c – количество рабочих мест, на которых выполняется данная операция.
Факторы, влияющие на длительность технологического цикла:
трудоемкость выполняемых операций;
нормативы продолжительности элементов цикла, регламентированных перерывов;
способ передачи партий, обрабатываемых изделий или деталей с операции на операцию, с одного рабочего места на следующее, т.е. от вида движения предметов труда в производственном процессе.
Для построения графика движения партии изделий или деталей по операциям при различных видах движения определяем длительность операционного цикла обработки партии изделий или деталей при различных видах движения.
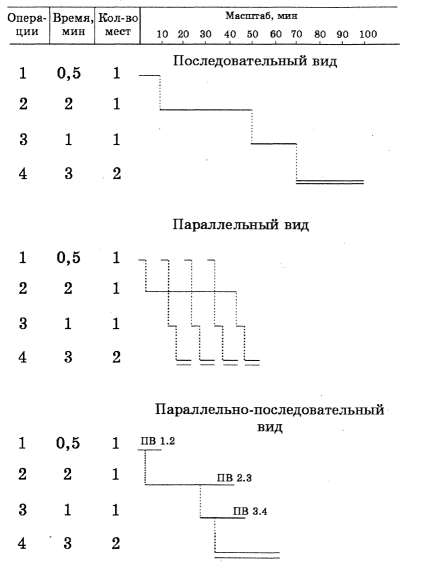
Существует три основных вида движения предметов труда: последовательный, параллельный и параллельно-последовательный или смешанный (см. рис. 1.1).
Рис. 1.1. График движения предметов труда.
Последовательный вид движения предметов труда в производственном процессе характеризуется тем, что при изготовлении партии изделий или деталей в многооперационном технологическом процессе, она передается на каждую последующую операцию (рабочее место) только после завершения обработки всех изделий или деталей на предыдущей операции. Параллельность здесь допускается лишь при выполнении одноименной операции на нескольких рабочих местах.
Длительность технологического цикла Тц при последовательном способе сочетания операций пропорциональна размеру партии и трудоемкости операций и определяется по формуле:
,
где i - индекс операций; ti - трудоемкость обработки одного предмета труда на i-ой операции; n - количество изделий или деталей в партии, шт.
Недостатком последовательного движения является большая длительность операционного цикла. Каждая деталь перед началом последующей операции ожидает окончания обработки всей партии, в результате чего удлиняется общий цикл. Однако последовательное движение отличается простотой организации и широко применяется в единичном и серийном производстве при партийной обработке изделий и отделки полуфабрикатов в готовую продукцию (например, при производстве тортов, пирожных и т.д.) или деталей и сборке узлов.
Пример. Предположим, что требуется обработать партию изделий или деталей (Пд) в количестве 20 штук, число операций - 4: первая операция продолжительностью (t1) - 0,5 мин; вторая (t2) - 2 мин; третья (t3) - 1 мин; четвертая (t4) - 3 мин. Количество рабочих мест на каждой операции - одно. Четвертая операция выполняется на двух рабочих местах (С). В данных условиях, длительность технологического цикла (Тц.посл) при последователь-ном виде составит:
Для сокращения длительности производственного цикла можно передачу предметов труда (изделий, деталей) с одной операции на другую осуществлять частями (транспортными, передаточными партиями). Такая передача предметов труда происходит при параллельном виде движения труда в производственном процессе.
Параллельный вид движения характеризуется тем, что партия обрабатываемых изделий или деталей делится на ряд транспортных партий. Первая транспортная партия запускается в производство па первую операцию производственного процесса, и после окончания обработки сразу же передается на вторую и последующие операции, не ожидая завершения обработки всей партии изделий или деталей на первой и последующих операциях. При этом обязательно предусматривается обеспечение непрерывности обработки партии изделий или деталей только по наиболее трудоемкой операции, в нашем примере расчета это вторая операция. Непрерывность обработки изделий или деталей других транспортных партий по первой и остальным (в нашем примере это третья и четвертая операции) не обеспечивается.
Вторая транспортная партия запускается в производство на первую операцию производственного процесса с таким расчетом, чтобы время окончания ее обработки на первой операции совпало со временем окончания обработки первой транспортной партии на второй операции, которая в принятом условии является наиболее трудоемкой. После окончания обработки на второй операции вторая транспортная партия передается для обработки на третью и последующие операции (используется последовательный вид движения деталей в производственном процессе) Такой же порядок запуска на первую операцию третьей и четвертой транспортных партий.
Длительность производственного цикла при параллельном способе сочетания операций определяется по формуле:
,
где p – размер партии обработки; tгл – время выполнения наиболее длительной (главной) операции технологического процесса.
При параллельном движении по сравнению с последовательным, продолжительность операционного цикла значительно сокращается. Однако если при параллельном движении операции не равны и не кратны по длительности, т.е. не синхронизированы, то на всех операциях, за исключением операции с максимальной длительностью, возникают перерывы в работе оборудования и рабочих. Полная ликвидация таких перерывов достигается при условии синхронности операций, когда:
Параллельное движение применяется в массовом и крупносерийном производстве при выполнении операций равной или кратной длительности.
Исходя из принятых условий длительность технологического цикла при параллельном виде движения предметов труда (Тц.парал) в примере составит:
Тц.парал= 0,5·5+2·20+1·5+3/2·5=55 (мин).
При параллельном виде движения предметов труда длительность технологического цикла резко снижается по сравнению с последовательным видом движения. В принятом условии длительность технологического цикла сократилась со 100 мин до 55 (почти в два раза).
Однако параллельный вид движения вызывает простои оборудования на рабочих местах, где продолжительность операции меньше, чем наиболее трудоемкой операции. Эти простои тем больше, чем значительнее разность между временем выполнения самой длительной (главной) операции и временем, затраченным на выполнение других операций. В связи с этим параллельный вид движения оправдан в том случае, когда время различных операций примерно равно или кратно друг другу, т.е. в условиях непрерывно-поточного производства.
Параллельно-последовательный вид движения предметов труда характеризуется тем, что вся партия деталей не делится на транспортные (переда-точные) партии, а запускается в производство на первую операцию и обрабатывается непрерывно. Выполнение последующей операции, (второй), начинается до окончания обработки всей партии изделий или деталей на предыдущей операции, (первой). При этом виде движения предметов труда смежные операции перекрываются во времени в связи с тем, что они выполняются в течение некоторого времени параллельно.
При параллельно-последовательном виде движения предметов труда определяют величину перекрываемого времени между двумя смежными операциями, которое равно времени на обработку всей партии изделий или деталей, запускаемой в производство, за минусом времени обработки одной транспортной партии - по продолжительности короткой операции между двумя смежными.
Длительность проиводственного цикла при параллельно-последовательном способе сочетания операций определяется по формуле:
,
где - совмещение во времени двух смежных операций, мин.
Совмещение S определяют по формуле (p=1):
,
где tmin - время выполнения менее длительной операции из двух смежных, мин.
Продолжительность параллельного выполнения двух смежных операций (время совмещения) зависит от сдвига во времени начала последующей опера-ции по сравнению с предыдущей. Здесь возможны два случая:
1) продолжительность последующей операции больше или равна предыдущей (с учетом количества рабочих мест дублеров):
2) продолжительность последующих операций меньше предыдущей:
В первом случае деталь после обработки ее на предыдущей операции сразу поступает в обработку на последующую операцию. К моменту окончания обработки этого изделия (или детали) на второй операции с первой операции поступит очередное изделие (или деталь) и т.д. Таким образом, обработка на последующей операции идет без простоев оборудования, что и является условием параллельно-последовательного движения изделий или деталей. Время параллельного выполнения этих операций составит:
Во втором случае непрерывная работа на последующей операции требует некоторого, накопления количества изделий или деталей, что связано с большим смещением времени ее начала, чем в первом случае. Время параллельного выполнения операций при этом равно:
Как видим, в обоих случаях время параллельного выполнения смежных операций равно числу изделий или деталей в партии без одной, умноженное на продолжительность меньшей операции. Если последнюю операцию обозначить через (1/с)m, то в общем случае для любой пары смежных операций:
Для m – операций таких совмещений будет m-1. И тогда, окончательно можно записать:
В принятом условии перекрываемое время между первой и второй операциями составит:
S1=0,5 · (20 - 1) = 9,5 мин.
Между первой и второй операциями короткой операцией считается первая, продолжительностью 0,5 мин.
Определяем перекрываемое время между другими смежными операциями:
S2=1·(20 - 1)= 19мин.
S3=1·(20 - 1)= 19мин.
Между второй и третьей, между третьей и четвертой операциями короткой считается одна и та же третья операция, продолжительностью 1,0 мин, поэтому она принимается в расчетах величины перекрываемого времени.
Сумма перекрываемого времени составит:
=9,5+ 19+19 = 47,5 (мин).
Длительность технологического цикла при параллельно-последовательном виде движения составит:
Тц.п.п.=100 – 47,5 = 52,5 (мин).
Параллельно-последовательный вид движения предметов труда исключает недостатки последовательного вида, где большая длительность производственного цикла, выполняющего короткие операции при обработке партии изделий или деталей. Однако смешанный вид движения требует тщательной
организации производственного процесса во времени, так как надо постоянно поддерживать на расчетном уровне минимальные, но достаточно надежные запасы предметов труда (изделий или деталей) между операциями для обеспечения бесперебойной работы смежных рабочих мест.
Анализ особенностей видов движения предметов труда позволяет сделать следующие выводы:
• во-первых, уровень параллельности, непрерывности и величина технологического цикла существенно зависят от вида движения предметов труда в производственном процессе;
• во-вторых, в условиях наличия несинхронизированных операций все виды движения предметов труда не обеспечивают минимальной длительности технологического цикла, а следовательно, имеют большие резервы рациональности;
• в-третьих, увеличение размера партии обрабатываемых изделий или деталей особенно целесообразно при параллельном виде движения предметов труда, так как при этом технологический цикл увеличивается медленнее, чем размер партии;
• в-четвертых, изменение норм времени по операциям значительно влияет на длительность технологического цикла, однако это влияние при различных видах движения партии изделий или деталей экономически противоречиво. Так. сокращение трудоемкости коротких операций при параллельно-последовательном движении предметов труда повышает производительность труда (выработку) на этих операциях, но в то же время вызывает потери на производстве из-за удлинения технологического цикла вследствие увеличения пролеживания деталей на рабочих местах, где трудоемкость выполнения операций более высокая.
Все виды движения предметов труда не учитывают длительности различного рода перерывов, возникающих на производстве. Перерывы можно разделить на группы: межоперационные (внутрицикловые), межцикловые перерывы из-за некомплектности незавершенного производства, перерывы из-за задержки выполнения части вспомогательных операций и режимные перерывы. К межоперационным перерывам относятся перерывы из-за партионности и перерывы из-за серийности загрузки оборудования, так называемые перерывы ожидания.
Перерывы из-за партионности обусловлены самой природой работы партиями изделий или деталей. Каждая деталь, поступая на рабочее место в составе партии, пролеживает два один раз до начала обработки, ожидая наступления очереди, другой раз - после по окончании обработки, ожидая окончания обработки последней изделий или детали в партии. Например, начинается обработка партии изделий или деталей в количестве 100 штук на токарном станке, трудоемкость обработки детали - 5 мин. Восьмая деталь ждала начала обработки (пролеживала) в течение 35 мин (7 лет. · 5 мин). После выполнения операции восьмое изделий или восьмая деталь будет ждать окончания обработки последней, сотого изделия или сотой детали в течение 460 мин (5мин ∙ 92 дет.).
Перерывы из-за серийности загрузки оборудования при обработке партии изделий или деталей возникают в тех случаях, когда обработка их закончена на одном рабочем месте и изделия или детали подвезены к другому рабочему месту для дальнейшей обработки. Однако это рабочее место занято в данный момент обработкой партии изделий или деталей для другого серийного изделия. Например, после обработки на оборудовании партия изделий или транспортируется на рабочее место для формования. Однако формующий аппарат или оборудование занят обработкой партий изделий или деталей в 200 штук для другого изделия. При этом идет обработка сотого изделия или сотой детали и продолжительность операции - 4 мин. Подвезенная партия деталей будет пролеживать формующего оборудования 400 мин.
Средняя величина межоперационного пролеживания определяется опытным путем и колеблется в значительных пределах. Эта величина зависит от количества операций, выполняемых на рабочем месте, т.е. от его коэффициента серийности (уровня специализации).
Перерывы из-за некомплектности незавершенного производства происходят при комплексно-узловой системе планирования, когда предметы труда (готовые изделий или детали), полуфабрикаты или узлы пролеживают в связи с отсутствием других заготовок, изделий, деталей, входящих совместно с первыми в один комплект.
Плохая организация рабочих мест, несвоевременная подача сырья, материалов и т.д., плохое качество технической документации или задержка в ее подготовке, недостатки ремонта оборудования – все это может привести к вынужденным перерывам, а, следовательно, к увеличению продолжительности производственного цикла. Режимные перерывы регламентированы режимом работы предприятия (перерывы на обед, между сменами, нерабочие смены, нерабочие дни). Эти перерывы будут наименьшими при непрерывной рабочей неделе. Перерывы связанные с режимом работы предприятия, обычно учитывают путем перевода производственного цикла, рассчитанного по затратам рабочего времени, в календарное время, соблюдая при этом соразмерность всех слагаемых цикла.
Необходимо иметь в виду, что длительность производственного цикла всего изделия не является арифметической сумой времен циклов изготовления деталей и сборочных узлов, так как многие из них обрабатываются или собираются одновременно, иными словами параллельно.
Контрольные вопросы.
1. По какой формуле определяется длительность операционного цикла обработки материала (или партии деталей) на одной операции?
2. Какие факторы влияют на длительность технологического цикла?
3. Назовите основные виды движения предметов труда.
4. Чем характеризуется последовательный вид движения предметов труда в производственном процессе?
5. Чем характеризуется параллельный вид движения предметов труда в производственном процессе?
6. Чем характеризуется параллельно-последовательный вид движения предметов труда в производственном процессе?
 ,
, ,
,
 ,
, - совмещение во времени двух смежных операций, мин.
- совмещение во времени двух смежных операций, мин. ,
,


 =9,5+ 19+19 = 47,5 (мин).
=9,5+ 19+19 = 47,5 (мин).